Відцентрове лиття
Відцентро́ве лиття́ (англ. centrifugal casting) — це спосіб формування виливок під дією відцентрових сил при вільному заливанні розплаву металу у виливницю, яка обертається[1].
Відцентровим способом отримують виливки (труби, втулки, кільця, бандажі залізничних і трамвайних вагонів тощо) з чавуну, сталі, сплавів на основі міді, алюмінію, цинку, магнію, титану. Цей спосіб лиття широко використовується у промисловості для отримання порожнистих виливок з вільною поверхнею.
Загальні принципи та різновиди відцентрового лиття
За умов відцентрового лиття виливниця заповнюється розплавом під дією відцентрової сили, що суттєво перевищує сили гравітації. Відцентрові сили діють на розплав також і в період його твердіння, що забезпечує зростання густини та механічних характеристик виливок. Завдяки дії відцентрової сили з розплаву видаляються неметалеві включення (бульбашки повітря, шлак тощо), які, маючи густину набагато меншу, ніж метал, зосереджуються поблизу внутрішньої поверхні виливка і видаляються при обробці різанням, для чого припуск на обробку внутрішньої поверхні призначається більшим, ніж для зовнішньої.
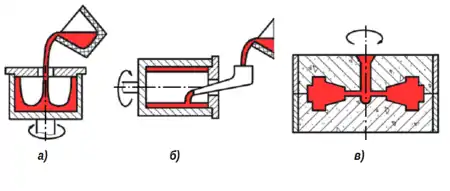
Відцентрове лиття проводять на відцентрових ливарних машинах з горизонтальною або вертикальною осями обертання у металевих, піщаних, оболонкових формах і формах для лиття за моделями, що виплавляються. Розташування осі обертання обирають залежно від співвідношення висоти і діаметра виливка у вигляді тіла обертання. Деталі, що мають висоту, яка в декілька разів перевищує діаметр (втулки, гільзи, труби тощо), отримують на машинах з горизонтальною віссю обертання. Виливки більшого діаметра і малої висоти (диски, заготовки зубчастих коліс тощо) одержують на машинах з вертикальною віссю обертання. Виливки, отримані на машині з вертикальною віссю обертання, мають різностінність за висотою — товстіший переріз отримується у нижній частині.
Відцентровий спосіб лиття можна застосувати і для виготовлення фасонних виливків, які не є тілами обертання у тих випадках, коли рідкоплинність сплаву невисока. В цьому випадку метал, що заливається в центральний ливник через живильники при обертанні відкидається в периферійні зони форми, де формуються виливки. Відцентрову силу використовують для компенсації низької рідкоплинності сплаву задля заповнення усієї форми розплавом. Такий метод відцентрового лиття (коли вісь обертання форми не збігається з геометричною віссю деталей, що відливаються) називається центрифугуванням (англ. cenrifugation). Виливниці з метою оптимального розподілу сил інерції можуть здійснювати рух і по складніших траєкторіях, коли метод центрифугування поєднується з обертанням виливниць навколо власних осей симетрії.
Технологічні особливості
Маса виливок може бути від декількох кілограм до 45 тонн. Товщина стінок може бути від декількох до 350 мм. Відцентровим литтям можна отримати тонкостінні виливки із сплавів з малою рідкоплинністю, що є неможливим при інших способах лиття. Частота обертання форми може досягати 3000 об/хв. Зазвичай, перед заповненням розплавом виливниці нагрівають до 200ºC.
Металеві форми виливниці виготовляють з чавуну і сталі без облицювання або з футеруванням формовою сумішшю, сухим піском або фосфоритним борошном. В процесі лиття виливниці ззовні охолоджують водою або повітрям. Теплозахисні покриття на робочу поверхню виливниці наносять для збільшення терміну її використання. Змінюючи теплопровідність покриття введенням до його складу речовин з різною теплопровідністю і змінюючи товщину шару можна зменшувати або збільшувати швидкість охолодження розплаву, тобто керувати деякою мірою швидкістю твердіння виливка. Це є значимим при виготовленні виливків з чавуну, схильного до вибілювання із збільшенням швидкості охолодження. Товщина шару покриття переважно становить 0,5…0,7 мм.
Частоту обертання форми рекомендується визначати за формулою[2]

де — густина металу, г/см³;

- r2 — внутрішній радіус циліндра, м.
Частоту обертання форм при литті фасонних виливків центрифугуванням визначають за формулою[2]:

де v — колова швидкість точки виливка, найвіддаленішої від осі обертання, приймається рівною 3…5 м/с;
- r — відстань від осі обертання до найвіддаленішої точки виливка, м.
Напіввідцентрове лиття
На відміну від відцентрового, застосовують для відливання фасонних тіл обертання, в яких внутрішню поверхню одержують не за допомогою відцентрової сили, а за допомогою стержнів, причому виливки виходять більш точни¬ми і потребують меншої механічної обробки, ніж при звичайному литті.
Переваги та недоліки відцентрового лиття
Відцентровий спосіб лиття має низку переваг:
- зростання густини виливків внаслідок малої кількості міжкристалічних пустот усадкового і газового походження;
- менші витрати металу через відсутність ливникової системи та зниження маси виливків;
- виключення витрат на виготовлення стержнів для формування порожнин в циліндричних виливках;
- можливість отримувати двошарові заготовки, шляхом почергового заливання у форму різних сплавів (сталь — чавун, чавун — бронза тощо).
- покращення заповнення форми металом та зменшення браку (вихід придатних виливок досягає 95% і більше).
Недоліки відцентрового лиття:
- важко виготовити виливки із сплавів, що схильні до ліквації;
- неточність діаметра порожнини виливка;
- забруднення вільної внутрішньої поверхні виливків лікватами та неметалевими включеннями, а у товстостінних виливків ця поверхня може мати пористість;
- можливість появи дефектів у вигляді поздовжніх і поперечних тріщин, газових бульбашок;
- для виготовлення виливків потрібні спеціальні машини;
- ливарні форми дорогі, вони повинні мати високу міцність і герметичність у зв'язку з дією відцентрових сил та підвищеним тиском металу.
Див. також
Примітки
- ДСТУ 2541-94 Виробництво ливарне. Терміни та визначення.
- Лабораторна робота № 4 Відцентрове лиття в електронному посібнику «Технологія конструкційних матеріалів»
Джерела
- Афонькин М. Г. Производство заготовок в машиностроении./ М. Г. Афонькин, М. В. Магницкая- Л. : Машиностроение, 1987. — 254 с.
- Емельянова А. П. Технология литейной формы. / А. П. Емельянова- М.: Машиностроение, 1986, — 224 с.
- Технологія конструкційних матеріалів: Підручник / М. А. Сологуб, І. О. Рожнецький, О. І. Некоз та ін.; За ред. М. А. Сологуба. — 2-ге вид., перероб. і допов. — К.: Вища школа, 2002. — 374 с. ISBN 966-642-033-3
- Попович В. В. Технологія конструкційних матеріалів і матеріалознавство: [підручник для студ. вищ. навч. закл.] / В. В. Попович, В. В. Попович. — Львів: Світ, 2006. — 624 с. — ISBN 966-603-452-2.
- Матеріалознавство і технологія конструкційних матеріалів / [навч. посібник для учнів проф. навч. закл.] /Хільчевський В. В., Кондратюк С. Є., Степаненко В. О., Лопатько К. Г. К.: Либідь,2002. — 328 с. — ISBN 966-06-0247-2.
Посилання
- Труболиварне виробництво // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 196. — ISBN 978-966-7407-83-4.
- Центробежное литьё Навчальний фільм (рос.)
- Центробежное литьё в електронній книзі Зборщика А. М. Конспект лекций по дисциплине «Специальные методы лиття» на сайті Української асоціації сталеплавильників (рос.)