Лиття у піщані форми
Лиття у піщані форми (англ. sand casting) — лиття металу, яке здійснюється заливанням ливарної форми, що виготовлена з піщаної формувальної суміші[1].

Лиття у піщані (піщано-глинисті, піщано-цементні) форми — є найдешевшим, найгрубішим (у плані розмірної точності та шорсткості поверхні виливка) і наймасовішим (до 75-80 % за масою отримуваних у світі виливків)[2] видом лиття металів та їх сплавів. Самі ливарні форми, виготовлені із формувальних сумішей на основі піску є одноразовими.
Основи технології
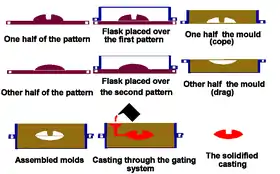
Спочатку виготовляється ливарна модель (раніше — дерев'яна, у подальшому частіше використовуються металеві або пластикові моделі, отримані методами швидкого прототипування), яка копіює майбутню деталь. Модель, закріплена на підмодельній плиті, засипається піском або формувальною сумішшю (зазвичай пісок і зв'язка), що заповнює простір між нею і відкритими ящиками — опоками. Опока має дві півформи, тобто складається з двох коробів. Площина дотику двох півформ — поверхня роз'єму. Отвори і порожнини в деталі утворюються за допомогою розміщених у формі ливарних піщаних стержнів, які копіюють форму майбутнього отвору. Насипана в опоки суміш ущільнюється струшуванням, пресуванням або ж твердне у термічній шафі (сушильній печі). З'єднуються дві півформи по поверхні роз'єму. Утворені порожнини заливаються розплавом металу через спеціальні отвори і канали — литники (ливники)[3]. Після охолодження форму розбивають і виймають виливок. За цим відокремлюють литникову систему (зазвичай обрубуванням), видаляють облой і проводять термообробку.
Новим напрямом технології лиття у піщані форми є застосування вакуумованих форм із сухого піску без зв'язки.
Ливарне оснащення
Ливарна оснастка — це комплект пристроїв для виготовлення виливок, до якого належать модель виливка, моделі елементів литникової системи, модельні плити, стержневі ящики, опоки тощо.
Частина оснащення, яка є необхідною для утворення під час формування робочої порожнини ливарної форми, включаючи ливарну модель, стрижневі ящики, моделі литникової системи, формувальні, контрольні та складальні шаблони для конкретного виливка називається модельним комплектом[1].
Повний комплект оснащення, необхідного для отримання одноразової форми, називається формувальним комплектом.
Ливарна модель

Ливарна модель — модель для утворення у ливарній формі відбитка, який відповідає конфігурації та розмірам виливка[1]. По суті ливарна модель є копією виливка, розміри якої є більшими за відповідні розміри виливка на величину усадки. Також, на відміну від виливка, модель має виступи, які називаються стрижневими знаками. Стрижневі знаки моделі створюють у формі заглибини для встановлення стрижнів.
Моделі простих виливок є зазвичай нерознімними, а складних — роз'ємними і виготовляються з деревини, металевих сплавів, пластмаси та деяких інших конструкційних матеріалів. При виготовленні форм машинним способом замість моделей використовують модельні плити. Модельна плита — плита, яка оформлює роз'єм ливарної форми та несе на собі закріплені частини моделі, включаючи литникову систему та служить для набивання опокових та безопокових півформ[1].
Ливарні стрижні
Ливарний стрижень — елемент ливарної форми, призначений для утворення отвору, порожнини або іншого складного контуру у виливку[1].
Ливарний стрижень, складається з робочої частини, яка бере участь у формуванні поверхні виливка і знаків за допомогою яких стрижні кріпляться у формі.
Виготовляють ливарні стрижні із спеціальних стрижневих сумішей у стрижневих ящиках з деревини, металевих сплавів чи пластмаси. Стрижневий ящик зазвичай складається з двох частин. Робоча порожнина ящика виготовляється відповідно до конфігурації отворів у виливку і стрижневих знаків.
Литникова система та її моделі
Литникова (ливникова) система — система каналів та елементів ливарної форми для підведення рідкого металу у порожнину форми, забезпечення її заповнення і живлення виливка у процесі твердіння[1]
Литникова система складається з таких елементів[1]:
- литникова чаша — служить для приймання струменя рідкого металу і спрямування його руху у литниковий стояк або безпосередньо у ливарну форму. Виконує функцію пом'ягчення удару струменя рідкого металу, що виливається з ковша й часткового затримання шлаку;
- литниковий стояк — елемент литникової системи у вигляді вертикального або нахиленого каналу для подання рідкого металу із литникової чаші до інших елементів системи або безпосередньо в робочу порожнину форми. Зазвичай має конічну форму круглого перетину;
- шлаковловлювач — канал трапецієвидного перерізу, що служить для уловлювання шлаку і часток формувальної суміші, які потрапили у стояк з литникової чаші;
- живильники — канали, що підводять рідкий метал до порожнини форми;
- випір — елемент литникової системи чи порожнини ливарної форми для виведення газів, контролю заповнення форми рідким металом і для живлення під час усідання (усадки) виливка, що твердіє, рідким металом.
Рідкий сплав заливають у литникову чашу, потім через стояк сплав надходить до шлаковловлювача і далі через живильники — у порожнину форми. Шлаковловлювач розташований вище від живильника. Залежно від марки сплаву, конструкції виробу литникова система може бути різною. Так, підведення металу може здійснюватися і у горизонтальній площині і у вертикальній, шлаковловлювач може бути прямим або кільцевим. У процесі заливання, щоб уникнути браку, литникова система повинна бути повністю заповнена металом, переривання струменя металу призводить до засмоктування повітря і шлаку. З цієї причини по напряму ходу металу роблять поступове зменшення площі поперечного перерізу стояка, шлаковловлювача і живильника. При цьому метал відстоюється у шлаковловлювачі і неметалеві включення спливають до верхньої частини шлаковловлювача.
Канали литникової системи виконуються по особливих моделях, які мають форму брусків різного розміру і перетину.
Опоки

Опока — пристрій для утримування формувальної суміші під час виготовлення ливарної форми, її транспортуванні та заливанні рідким металом[1].
Опока, з ущільненою формувальною сумішшю і сформованим відбитком від моделі, називається півформою, якщо модель роз'ємна, і формою, якщо модель нерознімна. Якщо формування виконують у два опоках, то для запобігання зсуву півформ, опоки скріплюють, для чого на їх стінках зовні передбачаються спеціальні пристосування (скоби, втулки зі штирями тощо).
Формувальні та стрижневі суміші
Формувальна (стрижнева) суміш — суміш формувальних матеріалів, яка відповідає вимогам технологічного процесу лиття і виготовлення ливарної форми (ливарних стрижнів)[1].
Для виготовлення піщаної (піщано-глинистої, піщано-цементної) форми використовують спеціальні формувальні суміші. За видом застосування формувальні суміші поділяють на облицювальні, наповнювальні і єдині (загальні). Облицювальна суміш при формуванні наноситься на модель тонким шаром (15…40 мм), при заливанні вона безпосередньо стикається з металом. Наповнювальна суміш служить для набивання решти об'єму форми. Єдині суміші застосовують у масовому виробництві, коли уся форма виготовляється з однорідної формувальної суміші.
Залежно від виду сплаву і ваги виливка застосовують різні стандартні склади формувальних сумішей з певними пропорціями складових компонентів. До їх складу входять: кварцовий пісок, глина та спеціальні добавки. Формувальні і стрижневі суміші повинні бути газопроникними, міцними, пластичними, податливими і не пригоряти.
Газопроникність — здатність формувальної і стрижневої суміші пропускати газ при заливанні і кристалізації розплаву металу.
Міцність — здатність суміші не руйнуватись при заповненні форми металом. Для підвищення міцності великих складних форм до сумішей додають скріплювачі: рідке скло, сульфіто-лужну барду (відходи паперового виробництва) і цемент.
Пластичність — це здатність суміші легко сприймати і зберігати форму (добре формуватися). Пластичність зростає із збільшенням вмісту води, глини і дрібного піску.
Податливість — здатність суміші не перешкоджати усадці при охолодженні виливка. Для збільшення податливості у формувальну суміш додають торф, тирсу. Згоряючи при сушінні, вони утворюють пори і канали, що зменшують щільність форми, при цьому також зростає газопроникність.
Протипригарність забезпечується введенням у суміш меленого кам'яного вугілля (для чавунного литва), мазуту (для мідних сплавів). При заливанні металу ці добавки згоряють і утворюють газову «сорочку», що захищає виливок від утворення пригару. З цією ж метою сирі форми опилюють молотим деревним вугіллям, кварцом, а сухі — фарбують спеціальними формувальними фарбами.
Стрижні за умовами їх роботи повинні мати підвищену газопроникність, більшу міцність, задовільну податливість і підвищену протипригарність. Їх виготовляють із стрижневих сумішей, що складаються з кварцового піску і спеціальних в'яжучих матеріалів (3…5 %), котрі надають стрижню міцності після сушіння. Як в'яжуче застосовують зкріплювачі різних марок, сульфітну барду тощо.
Див. також
Примітки
- ДСТУ 2541-94 Виробництво ливарне. Терміни та визначення.
- Rao, T. V. Metal Casting: Principles and Practice, New Age International, 2003) — ISBN 978-81-224-0843-0
- «Ливник» // Словник української мови: в 11 т. — К.: Наукова думка, 1970—1980, Т.4. — С.483.
Джерела
- Емельянова А. П. Технология литейной формы. Учебник. — 3-е изд., перераб. и доп. — М.: Машиностроение, 1986. — 224 с.
- Челноков Н. М. Технология горячей обработки материалов / Под ред. Н. М. Челнокова. Учебное пособие для техникумов — М.: Высшая школа, 1972. — 288 с.
- Титов Н. Д., Степанов Ю. А. Технология литейного производства. — М.: Машиностроение, 1985. — 400 с.
Посилання
- Sand Casting на сайті «Custompart.net» (англ.)
- Sand Casting — The Designers & Buyers Guide на сайті «Manufacturing Network» (англ.)