Електрошлакове зварювання
Електрошла́кове зва́рювання (англ. Electroslag welding, ESW — зварювання плавленням, під час якого нагрівання здійснюється теплом, що виділяється під час проходження електричного струму між електродом та з'єднуваними заготовками через розплавлений шлак[1].
Цей спосіб зварювання застосовують при виготовленні конструкцій зі сталі різноманітних марок і класів, нікелевих сплавів, титану, алюмінію, міді та сплавів на їх основі. Діапазон товщин, що можуть зварюватись становить від 8 до 2500 мм. Теоретично електрошлаковим процесом можна з'єднувати метали необмеженої товщини.
Електрошлакове зварювання розробив у 1950-х роках колектив Інституту електрозварювання ім. Є. О. Патона.
Основи технології
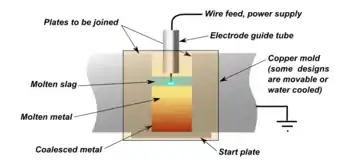
Електрошлакове зварювання (ЕШЗ) — вид електрошлакового процесу, зварювальна технологія, що використовує для нагрівання зони плавлення тепло шлакової ванни, що нагрівається електричним струмом. Шлак захищає зону кристалізації від окислення і насичення воднем. У холодному металі розчинність водню на два порядки нижче, ніж у рідкому, а в атмосфері водню завжди вистачає. Тому, якщо метал без спеціального захисту розплавити, а потім швидко охолодити, то виходить водень може спровокувати утворення тріщин. Процес зварювання є бездуговим. На відміну від дугового зварювання для розплавлення основного і присадного металів використовують теплоту, що виділяється при проходженні зварювального струму через розплавлений електропровідний шлак (флюс). Потім електрод занурюють в шлакову ванну, горіння дуги припиняється і струм починає проходити через розплавлений шлак. Зварювання виконують знизу вгору найчастіше при вертикальному положенні зварюваних деталей із зазором між ними. Для формування шва по обидві сторони зазору встановлюють мідні повзуни-кристалізатори, охолоджувані водою. У міру формування шва повзуни переміщаються в напрямку зварювання.
Класифікація методів
За видом електроду розрізняють електрошлакове зварювання дротяним або пластинчастим плавким електродом і плавким мундштуком[1]; за наявності коливань електроду — без коливань і з коливаннями електроду, за числом електродів — одно-, дво- і багатоелектродним. Зазвичай електорошлакове зварювання застосовують для з'єднання деталей товщиною від 15 мм до 600 мм. Електрошлаковий процес використовують також для переплавки сталі з відходів та одержання виливків. На практиці процес електрошлакового зварювання втілений в життя, зокрема, у вигляді апарату АД-381Ш, який розроблений в Інституті електрозварювання ім. Є. О. Патона НАН України. АД-381Ш складається з 4 модулів, двох подавальних механізмів, в яких можна окремо регулювати швидкість подачі дротів. Всі процеси контролюються і регулюються за допомогою блоку управління. АД-381Ш має два електроди діаметром 3 мм, на кожен з яких підходить струм не більше 100 А, при швидкості подачі електрода від 0 до 450 м/год. Швидкість переміщення автомата вагою 60 кг — від 2 м/год до 6 м/год. Для роботи апарату потрібна подача трифазної напруги 380 В і 50 Гц.
Див. також
Примітки
- ДСТУ 3761.2-98 Зварювання та споріднені процеси. Чстина 2. Процеси зварювання та паяння. Терміни та визначення.
Джерела
- Электрошлаковая сварка и наплавка / Под ред. Б. Е. Патона. — М.: Машиностроение, 1980. — 511 с.
- Справочник. Сварочное оборудование, расходные материалы, вспомагательное оборудование, сырье для изготовления электродов, газосварочное оборудование, оборудование для специальных способов сварки, резки, наплавки и напыления. К., 1994. — 100 с.
- Патент РФ 2014978[недоступне посилання з липня 2019]
- Патент РФ 1817392[недоступне посилання з липня 2019]
Посилання
- Електрошлакове зварювання // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 89. — ISBN 978-966-7407-83-4.
