Зварювання тертям
Зварювання тертям — це зварювання тисненням із нагріванням металу в зоні з'єднання внаслідок тертя його поверхонь під час обертання або зворотно-поступального руху однієї поверхні відносно іншої.
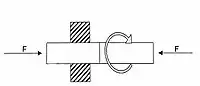
Зазвичай зварювання тертям застосовується при виготовленні деталей, які мають форму тіл обертання. Співвісно розташовані деталі стискуються зварюваними поверхнями з певним зусиллям, а одній із деталей надається обертання. При обертанні відбувається притирання торців та інтенсивне тепловиділення. Забруднення разом із розігрітим до пластичного стану металу витискаються зі стику. Після досягнення в стику достатньої температури відносне переміщення деталей миттєво припиняють і стискують їх із певним зусиллям осадки. У цей момент і утворюється з'єднання.
Тепловий режим при зварюванні тертям має важливе значення. Якісне з'єднання утворюється в результаті встановлення металічних зв'язків між ювенільними поверхнями деталей. Плівки різної природи, що є на з'єднувальних поверхнях, руйнуються при терті та видаляються із зони зварювання внаслідок значної пластичної деформації. Для досягнення необхідної деформації метал нагрівається під впливом теплоти, що виділяється при терті. Механічна енергія перетворюється в теплову локалізовано в тонких приповерхневих шарах. Робота, що витрачається на подолання сил тертя, перетворюється в теплоту, яка нагріває метал до необхідних температур. Для сталей, залежно від режиму зварювання, ці температури становлять 950…1100 °C. Метал може нагріватися тертям і до більш високих температур, але він витісняється зі стика діючим аксіальним тиском нагрівання. Після досягнення потрібної температури відносне переміщення поверхонь повинно бути якомога швидше (миттєво) зупинено. Нагріті поверхні стискуються зусиллям осадки (проковки). Об'єм тонкого приповерхневого шару, який нагрівається до температури зварювання настільки малий, що весь цикл зварювання продовжується від декількох до 30 секунд[1].
Необхідною умовою утворення якісного з'єднання є пластична деформація металу в зоні стику. Її вимірюють величиною зближення деталей в осьовому напрямку і називають величиною осадки. Під дією температури та тиску в зоні зварювання витіснений метал утворює «комірець», який захищає зварювані поверхні від зовнішнього середовища. Його розміри та форма, як і ширина зони термічного впливу, залежить від зварюваних металів та параметрів режиму зварювання.
Основними параметрами режиму зварювання є частота обертання, тиск і час нагрівання, тиск проковування (осадки) і величина осадки металу. Машини для зварювання тертям мають досить високі осьові зусилля і швидкість обертання та повинні забезпечувати швидкий запуск і миттєву зупинку руху деталей відносно одна до одної.
Перевагами зварювання тертям перед іншими способами зварювання є: високі продуктивність та енергетичні показники процесу, якість і стабільність властивостей зварних з'єднань, простота механізації й автоматизації, відсутність шкідливих газових виділень, світлового ультрафіолетового випромінювання, розбризкування гарячого металу, незалежність якості зварних з'єднань від чистоти поверхні, низький рівень зварювальних деформацій і дефектності з'єднань, можливість зварювання в будь-якому просторовому положенні.
До недоліків зварювання тертям варто віднести деяку громіздкість устаткування, обмеження його застосування формами і розмірами деталі; необхідність потужних підкладок та надійного закріплення на них зварюваних заготовок; великі втрати металу (12 мм з кожної вилки); шум та вібрація при зварюванні; часте зношення приладів і оснастки.
Примітки
- Квасницький В. В. Спеціальні способи зварювання: Навчальний посібник. — Миколаїв: УДМТУ, 2003. — 437 с.
Посилання
- Зварювання тертям // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 98. — ISBN 978-966-7407-83-4.
- ЗВА́РЮВАННЯ ТЕРТЯ́М //ЕСУ
Література
- Николаев Г. А., Ольшанский Н. А. Специальные методы сварки: Учебное пособие для студентов вузов. — М.: Машиностроение, 1975. — 232 с.
- Багрянский К. В., Добротина З. А., Хренов К. К. Теория сварочных процессов. — К.: Вища школа, 1976. — 424 с.