Канбан
Kanban (яп. かんばん(看板)) (буквально білборд, рекламний щит) — це система розпорядку для ощадливого та «Саме вчасно» (JIT) виробництва[2]. Kanban — це система для контролю логістичного ланцюга з точки зору виробництва, але не система інвентаризації. Канбан було розроблено Таїті Оно, в Toyota, з метою досягнення та підтримки високого рівня виробництва. Kanban — це один із методів досягнення принципу Кайдзен («Саме вчасно»)[3].
| Мета | Система контролю логістики |
|---|---|
| Розробник | Таїті Оно |
| Дата впровадження | 1953 |
| Впроваджено | Toyota |
Канбан став ефективним інструментом в управлінні системою виробництва у цілому, і довів себе, як відмінний спосіб пропагування вдосконалень. Проблемні місця виявляються за зменшенням кількості продуктів у циркуляції[4]. Однією з переваг канбан є встановлення верхньої межі на кількість деталей, що очікують опрацювання, й уникнення таким чином перевантаження системи виробництва. Іншою системою, що має подібний ефект, є, наприклад, CONWIP[5].
Походження
Наприкінці 1940-х «Toyota» почала вивчати супермаркети з метою застосування на власних фабриках їхньої методології розміщення продуктів на складах і полицях. У супермаркеті клієнти отримують необхідну кількість товару у потрібний для них час. Більше того, супермаркети зберігають лише те, що планують продати найближчим часом, а клієнти беруть лише те, що їм потрібно. Таким чином забезпечується майбутня пропозиція товару. Таке спостереження привело компанію «Тойота» до розглядання процесу виробництва, як клієнта для попередніх процесів, а попередні процеси — як склад або магазин. «Покупець» йде до «магазину», щоб отримати необхідні йому компоненти, і, в результаті, змушує «магазин» поповнити запаси. Початково, як й у супермаркетах, вивіски використовувалися для того, щоб привести «покупця» до потрібних йому місць у магазині.
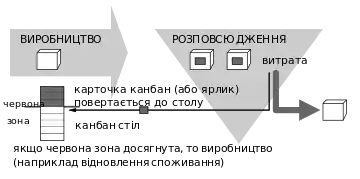
Канбан вирівнює складські об'єми зі споживанням: коли матеріал споживається, відправляється сигнал виробити й доставити новий. Ці сигнали відслідковуються через цикл поповнення.
Канбан використовує рівень попиту для контролю інтенсивності виробництва, передаючи попит від кінцевого покупця, через ланцюг процесів «закупівельник-склад». У 1953-му, «Тойота» застосувала цю логіку до свого головного заводу[6].
Процес
Таїті Оно стверджував: аби бути ефективним, канбан має виконувати жорсткі правила[7]. Наприклад, у «Тойота» було шість простих правил, і детальний моніторинг виконання цих правил виконується постійно, гарантуючи, що канбан працює належним чином.
Шість правил Тойота[8]
- Наступний процес забирає стільки елементів, скільки було вказано картками канбану на попередньому процесі.
- Попередній процес виробляє елементи у тій кількості й послідовності, які вказані картками канбану.
- Жоден елемент не виробляється і не транспортується без попереднього замовлення системою карток канбан.
- Завжди приєднуйте картки канбан до товарів.
- Продукти з дефектом не відсилаються, і, відповідно, не потрапляють до наступного процесу. В кінцевому результаті завжди отримуємо бездефектні товари.
- Зменшенння кількості запитів (карток канбану) робить процес більш чутливим до якості і допомагає виявити неефективні дії.
Картки канбан
Картки є ключовим компонентом канбану і сигналізують про необхідність переміщення матеріалів всередині фабрики або переміщення матеріалів від зовнішнього постачальника на виробництво. Картка канбан, по суті, є повідомленням, що сигналізує про вичерпання продуктів чи деталей. При отриманні картка канбан спричинює поповнення запасу потрібних деталей. Споживання таким чином керує попитом на продукцію, і цей попит вказується картками канбан. Таким чином, за допомогою канбан-карток організовується система, керована попитом.
Прихильники ощадливого виробництва вважають, що кероване попитом виробництво має більші обороти продукції та менші об'єми на складах, допомагаючи таким чином компаніям бути більш конкурентноздатними.
Система трьох ящиків
Прикладом реалізації простої системи канбан може бути «система трьох ящиків» для деталей. Один ящик знаходиться на підлозі фабрики (початкова точка попиту), один — на складі фабрики (точка контролю запасу), і один ящик — у постачальника. Ящики мають знімну картку, яка містить інформацію про продукт та іншу потрібну інформацію, — класичну картку канбан.
Коли ящик на підлозі фабрики порожніє (тому що деталі були використані у процесі виробництва), порожній ящик та його картка повертаються на склад (точку контролю запасу). Склад обмінює порожній ящик з фабрики на повний зі складу. Повний ящик теж містить картку канбан. Склад посилає порожній ящик з його карткою до постачальника. Повний ящик постачальника (з карткою) поставляється на склад фабрики, а порожній залишається у постачальника. Це останній крок процесу. Отже, у процесі ніколи не закінчуються деталі, завжди постачається необхідний об'єм і є лише один запасний ящик. Таким чином, на складі ніколи не з'явиться надто багато невикористаних деталей. Запасний ящик дозволяє уникати несподіваних ситуацій з обривом постачання, які можуть виникнути.
Примітки
- Waldner, Jean-Baptiste (September 1992). Principles of Computer-Integrated Manufacturing. London: John Wiley. с. 128–132. ISBN 0-471-93450-X.
- Kanban. Random House Dictionary. Dictionary.com. 2011. Процитовано 12 квітня 2011.
- Ohno, Taiichi (June 1988). Toyota Production System - beyond large-scale production. Productivity Press. с. 29. ISBN 0-915299-14-3.
- Shingō, Shigeo (1989). A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Productivity Press. с. 228. ISBN 0-915299-17-8.
- Hopp, Wallace J. (Spring 2004). To Pull or Not to Pull: What Is the Question?. Manufacturing & Service Operations Management: 133.
- Ohno, Taiichi (June 1988). Toyota Production System - beyond large-scale production. Productivity Press. с. 25–28. ISBN 0-915299-14-3.
- Shingō, Shigeo (1989). A Study of the Toyota Production System from an Industrial Engineering Viewpoint. Productivity Press. с. 30. ISBN 0-915299-17-8.
- Ohno, Taiichi (1988). Toyota Production System: Beyond Large-Scale Production. Productivity Press. с. 176. ISBN 9780915299140.