Кульове подрібнення
Кульове подрібнення виконують барабанні млини, в яких мелючими тілами є металеві кулі.
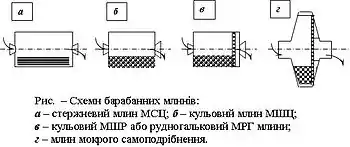
Розрізняють:
- МШЦ — млини кульові з центральним розвантаженням,
- МШР — млини кульові з розвантаженням через решітки.
Більшість великих збагачувальних фабрик використовують процес подрібнення, який полягає у руйнуванні дрібнодробленої руди металічними тілами у барабанних млинах (кульові і стержневі), що обертаються.
У дробленій руді, яка поступає на подрібнення металічними мелючими тілами, масова частка класу плюс 20 мм знаходиться в межах від 7-8 до 12-15 % і в цілому крупність її дорівнює 0-25 мм.
Так, на Стойленському гірничо-збагачувальному комбінаті (СТГЗК), де введено замкнутий цикл дроблення, величина роздробленого продукту знижена до 0-20 мм. Це забезпечує підвищення потужності млина близько на 5 %.
Подрібнення дробленої руди у кульових млинах здійснюється, переважно, у три стадії. Тільки на збагачувальних фабриках Полтавського (ПГЗК) і Новокріворізького (НКГЗК) комбінатів мається частина секцій, де перша стадія подрібнення здійснюється в стержневих млинах, а розвантажуваний матеріал доподрібнюється у кульових млинах. Співвідношення стержньового і кульового млина, у порівнянні з чисто кульовим подрібненням, знижує витрати електроенергії на 1 т руди на 20-30 % і мелючих тіл більш ніж в два рази. Ще більш ефективнішим процес подрібнення стає при введенні в цикл подрібнення проміжної операції збагачення за рахунок виведення грубих важкоподрібнюваних і бідних за масовою часткою заліза хвостів. На подрібнення 1 т руди в 1 стадії витрачається від 7,7 до 13,6 кВт•год, а в цілому на подрібнення від 17,3 до 30 кВт•год. Якщо в I і II стадіях подрібнення загальні витрати електроенергії на отримання 1 т готового класу складають від 22,5 до 43,6 кВт•год, то в кінцевій стадії подрібнення від 68,2 до 129,5 кВт•год. Максимальні енерговитрати відповідають досить тонкому подрібненню до 0,04 — 0,05 мм.
На восьми фабриках Південного (ПГЗК), Центрального (ЦГЗК), Новокріворізького (НКГЗК), Інгулецького (ІнГЗК), Північного (ПІВГЗК), Полтавського (ПГЗК), Міхайлівського (МІХГЗК), Стойленського (СТГЗК), гірничо-збагачувальних комбінатів на кульове подрібнення витрачається за рік близько 4,3 млрд кВт•год електроенергії і 300 тис. т мелючих тіл. У витратах на подрібнення енергія і кулі складають близько 70 %, а в цілому в собівартості збагачення — до 50-60 %.
Витрати сталевих куль на 1 т вихідної руди в 1 стадії коливаються від 0,93 до 1,66 кг, а в стадіях тонкого подрібнення витрати куль або чугунних цильпебсів — від 0,3 до 0,6 кг Величина подрібнення в 1 стадії знаходиться в проміжках 50-70 % класу мінус 0,074 мм, у кінцевій стадії — від 0,074 до 0,04 мм.
В кінці ХХ ст. на цих восьми залізорудних збагачувальних фабриках експлуатувалося 422 млина. 54 % за них складають млини діаметром 3,6 м /об'єм 68 м3 /, 33 % — діаметром 4,5 м /об'єм 82 м3/ а інші — діаметром 5,5 м /об'єм 134 м3/. Як мелючі тіла в I стадії подрібнення використовують сталеві кулі діаметром 100—125 мм, у II стадії — 60 мм, у III стадії — 40 мм або цильпебси розмірами 25х27х35 мм. Міра заповнення мелючим середовищем 40-45 %. Останнім часом сталеві кулі діаметром 60 мм, які дорого коштують, почали заміняти чугунними, які дешевші на 20-25 %.
У закордонній практиці збагачення залізної руди використовуються замкнуті цикли дроблення, як один із шляхів суттєвого зниження енерговитрат і підвищення продуктивності відділень подрібнення. Отриманий при цьому приріст потужності може досягти 30-40 %.
На збагачувальних фабриках використовують як двухстадійні, так і трьохстадійні схеми подрібнення. I стадія подрібнення здійснюється, переважно, в стержневих млинах, які працюють у відкритому циклі. Але існують фабрики, де I стадія подрібнення здійснюється у кульових млинах, що пов'язано з особливостями збагачення руди.
Крупність живлення стержневих млинів знаходиться у межах від 40 до 12,5 мм, а для кульових млинів — менше 12,5 мм.
Максимальний діаметр використовуваних стержневих млинів складає 4,6 м.
У світі в експлуатації знаходиться багато кульових млинів діаметром від 3,2 до 4,2 м. Знаходять використання великі кульові млини з електродвигуном потужністю 4472 кВт розмірами 5,18×12,65 м (фабрика «Евелет», США), 5,0×12 м («Файрлейн», США) і 5,1×11,4 м («Ель-альрарробо», Чилі). Об'єм млинів складає близько 200 м3. На фабриці «Кіркенес» (Норвегія) працює кульовий млин розмірами 6,59×65 м із безредукторним приводом потужністю 81100 кВт і продуктивністю 1000 т/год.
Великі млини діаметром близько 5 м і більше працюють при низькій частоті обертання, що забезпечує надійну експлуатацію і, не дивлячись на зниження продуктивності, більш економні режими праці. Міра заповнення барабану великих млинів складає 35 %. При цьому заповненні забезпечується найбільш ефективне енергоспоживання (90 % від максимального) і досягається 95 % продуктивності від максимальної. Тому конструюються і виготовляються млини у відповідності з цими принципами, що забезпечує їх меншу металоємність, енергоємність, більш високу надійність і мінімальні експлуатаційні витрати при економних режимах роботи.
Як мелючі тіла використовують стержні, кулі або цильпебси, які виготовлені із сталі чи чавуну з домішками нікелю, хрому, молібдену і інших легуючих домішок. Завдяки їм витрати мелючих тіл стають менші у 7-5 разів. Для досить тонкого подрібнення (0,03-0,04 мм) використовують кулі діаметром 25-30 мм. Все це говорить про необхідність пошуку шляхів підвищення ефективності роботи барабанних млинів, розробки і створенню нових, більш ефективних подрібнюючих машин у порівнянні з традиційними барабанними млинами.
Див. також
Література
- Дезінтеграція мінеральних ресурсів: монографія / Сокур М. І., Кіяновський М. В., Воробйов О. М., Сокур Л. М., Сокур І. М. — Кременчук: видавництво ПП Щербатих О. В., 2014—304 с. ISBN 978-617-639-053-4
- Смирнов В. О., Білецький В. С. Підготовчі процеси збагачення корисних копалин. [навчальний посібник]. — Донецьк: Східний видавничий дім, Донецьке відділення НТШ, 2012. — 284 с.