Мастильна система
Масти́льна систе́ма або систе́ма ма́щення (англ. lubrication system, automatic lubrication system, ALS) — технічна система, що забезпечує приймання, видавання, зберігання, перекачування, очищення та постачання необхідної кількості мастильного матеріалу у зону контакту тертьових поверхонь деталей механізмів і машин з метою зменшення сил тертя між деталями та інтенсивності їх зношування[1] При цьому, шар мастильного матеріалу додатково захищає пари тертя від корозії; виконує роль гідравлічного демпфера, який сприймає ударні навантаження; охолоджує та виносить продукти зношення тертьових поверхонь; забезпечує герметизацію з'єднань та защільників.

Мастильний матеріал
Масти́льний матеріа́л (англ. lubricant) — матеріал, який підводять (наносять) до (на) поверхні тертя для зменшення сили тертя та (чи) зношування[2], що у свою чергу забезпечує збільшення навантажувальної спроможності механізмів.
За фізичним станом, у якому знаходяться мастильні матеріали, вони розподіляються на тверді, пластичні, рідинні та газуваті. Для мащення з використанням мастильних систем найчастіше використовуються: рідинні мастильні матеріали (мастильні оливи) — переважно, у стаціонарному технологічному устаткуванні, та пластичні мастильні матеріали (мастила) — переважно, в автомобільній і дорожній техніці, гірничому устаткуванні та машинах будівельної галузі.
Конструктивні особливості
Мастильні системи реалізуються у вигляді сукупності сполучених трубопроводами пристроїв, які забезпечують дозоване доставляння мастильного матеріалу до поверхонь тертя, і, за необхідності, його охолодження, очищення та повернення у мастильний бак. Мастильна система за аналогією з гідроприводами складається із силової підсистеми, у якій здійснюються енергетичні процеси, пов'язані з доставлянням мірних порцій мастильного матеріалу до точок мащення, і підсистеми керування, яка за функційним призначенням у свою чергу поділяється на інформаційну та логіко-обчислювальну частини, хоча чітко виділити перелічені складові у мастильних системах не завжди є можливим.
Класифікація мастильних систем

.jpg.webp)
Класифікацію мастильних систем проводять за набором характерних ознак:
- видом мастильного матеріалу (рідинні мастильні системи у тому числі масляно-повітряні системи і пластично-мастильні системи);
- числом змащуваних пар тертя (індивідуальні і централізовані, які обслуговують одну або декілька пар тертя відповідно);
- способом підключення до точки мащення (роздільні, у яких мастильний насос чи олив'ярка приєднуються до однієї або декількох пар тертя лише на час подавання мастильного матеріалу, і нероздільні мастильні системи, у яких мастильний нагнітач чи наливна олив'ярка приєднані то точки мащення постійно);
- способом використання мастильного матеріалу (циркуляційні і проточні);
- способом дозування мастильного матеріалу (об'ємного і дросельного дозування);
- режимом подачі мастильного матеріалу (неперервної та періодичної дії);
- типом привода мастильного нагнітача (з ручним, механічним, електричним та пневматичним приводом);
- способом керування циклом мащення (ручним керуванням; напівавтоматичним, коли мастильна система приводиться в дію уручну, а потім працює без участі оператора до завершення циклу; автоматичним керуванням, що забезпечує задані режими мащення без участі людини).
Для змащення зубчастих передач, редукторів, підшипників ковзання, що працюють рідко, часто застосовується закладне мащення, коли мастильний матеріал закладається у вузол тертя при його складанні і оновляється при плановому чи попереджувальному ремонті.
Часто достатньо ефективним є картерне мащення, яке здійснюється зануренням вузлів тертя у масляну ванну у процесі роботи механізму й розбризкуванням мастильного матеріалу у замкненому просторі, де розташовані деталі, що підлягають змащуванню. Картерне мащення часто поєднується з централізованим мащенням, як це реалізовано у системах мащення поршневих двигунів внутрішнього згоряння.
Централізовані мастильні системи
У сучасному обладнанні дедалі частіше знаходять застосування централізовані мастильні системи (англ. centralized lubrication system), використання яких приводить до зменшення затрат на обслуговування й ремонт та підвищення безпеки при роботі обладнання. Централізовані мастильні системи зазвичай є автоматизованими.
Будова
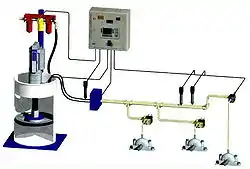
Типова централізована система мащення складається з контролера/таймера, насоса з баком, лінії подачі, дозувальних клапанів та живильних ліній. Незалежно від виробника або типу системи, усі автоматичні системи змащення містять ці п'ять основних компонентів[3]:
- контролер/таймер — керує системою мащення і може бути інтегрований у систему керування об'єктом у цілому;
- насос з резервуаром — зберігає і забезпечує мастильним матеріалом систему;
- лінія подачі — лінія, яка підключає насос до дозаторів чи інжекторів. Через неї прокачується мастильний матеріал;
- клапани-дозатори/форсунки — компонент, який відміряє/розподіляє мастильний матеріал до точок мащення;
- лінії живлення — лінії, яка сполучає дозувальні клапани чи інжектори з точками мащення.
Різновиди


Найпоширенішими є такі види централізованих мастильних систем:
- насосного розподілу — система, у якій дозування мастильного матеріалу та його розподіл до поверхонь тертя здійснюється безпосередньо мастильним насосом; бувають проточні і циркуляційні;
- дросельні — системи, у яких потрібна кількість мастильного матеріалу, що подається у зону тертя, задається шляхом примусового дроселювання потоку мастильного матеріалу мастильними дозаторами; бувають регульовані, нерегульовані і регулятори витрати;
- імпульсні — системи, принцип роботи яких ґрунтується на створенні імпульсів тиску у магістралі мащення, до якої підключені імпульсні живильники, робочі камери яких поперемінно сполучаються з підводом мастильного матеріалу від насоса і відводом у точку мащення; забезпечують подачу мастильного матеріалу у діапазоні 0,025 до 1,5 см3 при робочих тисках 1,6…17,2 МПА;
- двомагістральні — системи до складу яких входять мастильні живильники з двома підведеннями, кожен з яких підключений до однієї з двох магістралей, що працюють у протифазі, що дозволяє об'єднати у конструкції одного двомагістрального живильника два дозуючих пристрої, кожен з яких може обслуговувати окрему точку мащення; забезпечують подачу мастильного матеріалу у діапазоні від 0,10 до 9,95 см3 при робочих тисках 4…40 МПа;
- послідовні — системи у яких дозування мастильного матеріалу та його розподіл до поверхонь тертя здійснюється живильниками, що мають одне підведення і декілька відводів, причому подавання доз матеріалу у відводи здійснюється послідовно, і у черговий відвід мастильний матеріал подається лише тоді, коли його подача у попередній відвід була завершена;
- оливного туману — оливо-повітряна система мащення, у якій мастильний матеріал подається до поверхонь тертя у вигляді оливного, що централізовано створюється розпиленням рідкого мастильного матеріалу струменем повітря. При цьому дозування оливного туману, формування його струменя потрібної форми і консистенції, здійснюється перетворювачами, що встановлюються у точках мащення. В мастильних системах масляного туману застосовують перетворювачі трьох типів: розбризкувальні, конденсаційні та розпилювальні;
- типу «повітря-олива» оливо-повітряна мастильна система, у якій мастильний матеріал подається до поверхонь у вигляді струменя аерозолю, що формується змішувачами, встановленими у точках мащення, до яких рідкий мастильний матеріал і повітря підводяться окремо. Такі системи створені на заміну систем масляного туману, що не завжди є екологічними. Мастильні системи типу «повітря-олива» застосовують практично для будь-яких типів поверхонь тертя, але найефективнішими вони є при змащенні пар тертя, що працюють: за високих температур (прокатні стани, рольганги печей тощо); з високими лінійними або коловими швидкостями; за наявності впливу води, пилу чи шкідливих газів (шліфувальні верстати, устаткування хімічної та цементної промисловості тощо).
Інформаційні елементи систем мащення
Інформаційні елементи систем мащення призначені для контролю запуску і зупинки процесу мащення, а також для збирання інформації про його перебіг.
У загальному випадку в системі мащення можуть контролюватись такі параметри:
- рівень і температура мастильного матеріалу у баку системи мащення;
- тиск у мастильному трубопроводі;
- спрацювання дозувально-розподільних пристроїв;
- наявність подачі мастильного матеріалу;
- цілісність мастильної лінії.
До найпоширеніших засобів контролю параметрів циклу мащення, що формує візуальний (індикація) та/або електричний релейний сигнал, належать:
- індикатори і реле циклу;
- індикатори перевищення тиску;
- індикатори розриву лінії мащення;
- реле контролю подавання мастильного матеріалу.
Зазвичай, пристрої контролю є конструктивно адаптованими до основного елемента системи, що здійснює дозування мастильного матеріалу.
Індикатори і реле циклу — механогідравлічні (індикатори) та електрогідравлічні (реле) пристрої, що реагують на переміщення дозувально-розподільного золотника робочої секції живильника, що призначені для контролю та керування циклом мащення.
Індикатори циклу встановлюються безпосередньо у робочі секції живильника послідовної дії і мають жорстко зв'язаний з дозувально-розподільчим золотником шток-індикатор, по стану якого (втягнутий/висунений) визначають положення золотника.
У реле циклу контактного типу шток-індикатор діє безпосередньо або через магніт на мікровимикач, що формує електричний сигнал про роботу живильника.
Індикатори перевищення тиску — пристрої, що реагують на перевищення рівня тиску, яке виникає при блокуванні видачі мастильного матеріалу. Такі індикатори встановлюються на лицевому боці секції живильника у альтернативних виходах. Найпоширенішими є індикатори перевищення тиску штиркового типу із збереженням (запам'ятовуванням) індикації, що використовуються у послідовних мастильних системах обладнання, робота якого без подавання мастильного матеріалу є неприпустимою.
Індикатори розриву лінії мащення — пристрої, що реагують на падіння тиску мастильного матеріалу до контрольного значення, що може виникнути при розриві мастильної лінії або наявності у ній занадто великих витоків. Індикатор розриву складається з двох частин: покажчика прозриву з індикаторним штоком і вбудованим зворотним клапаном та підпірного клапана (стимулятора).
Покажчик розриву встановлюється у вихідному отворі живильника й зв'язується з підпірним клапаном, розташованим безпосередньо у точці мащення, трубопроводом, цілісність якого і підлягає контролю. Отже, контрольована мастильна лінія у нормальному стані завжди є заповненою мастильним матеріалом і перебуває під дією надлишкового тиску, що створюється підпірним клапаном, про що сигналізує висунений шток покажчика розриву. При падінні тиску мастильного матеріалу у контрольованому трубопроводі, шток втягується, подаючи цим самим сигнал про порушення герметичності мастильної лінії.
Реле контролю подавання дози мастильного матеріалу — електрогідравлічні пристрої, що формують електричний сигнал при проходженні через них дози мастильного матеріалу. Комутування електричних кіл реле здійснюється вбудованим геконом, що реагує на магнітний плунжер, який переміщується у зону його чутливості кожного разу, коли через реле проходить доза мастильного матеріалу.
Проектування централізованих систем мащення
Проектування мастильних систем є складним процесом, що передбачає такі етапи:
- вибір типу системи мащення;
- формування груп точок мащення;
- вибір типорозмірів дозувально-розподільної мастильної апаратури;
- визначення типорозміру мастильного насоса;
- вибір апаратури контролю та керування циклом.
Послідовність виконання перелічених етапів робіт є умовною так як, наприклад, при виборі типу системи мащення слід враховувати як вимоги для забезпечення контролю проходження мастильного матеріалу, так і значення робочих тисків і об'ємів для усіх пар тертя, мащення яких передбачається здійснювати від однієї мастильної системи. Тоді ж як саме по величинах об'ємів мастильного матеріалу і робочих тисків здійснюється вибір конкретних типорозмірів мастильної апаратури як дозувально-розподільної, так і контрольної. При цьому для окремих вузлів і механізмів однієї машини можуть використовуватись мастильні системи різних типів. Наприклад, до складу автоматичної лінії часто одночасно входять індивідуальна, централізована проточна і централізована циркуляційна системи мащення. І якщо проектування індивідуальної системи мащення обмежується вибором конкретних типорозмірів маслянок чи тавотниць, які встановлюються у точки мащення, то для проектування централізованих мастильних систем обов'язковим є виконання усіх перелічених вище етапів.
Робочі характеристики систем мащення усіх типів, що використовуються в одній машині, отримані в ході проектування, разом з періодичністю заправлення та позначенням мастильного матеріалу, заносяться до карти мащення обладнання.
Див. також
Примітки
- ДСТУ 2414-94 Системи суднові і системи суднових енергетичних установок. Терміни та визначення.
- ДСТУ 2823-94 Зносостійкість виробів тертя, зношування та мащення. Терміни та визначення.
- Mohawk College of Applied Arts and Technology: Reasons for Lube Systems; MATLLUB04. January 2007, FLO Components Ltd.
- Lincoln Industrial Corporation: Quicklub Centralized & Automated Lubrication Systems. April 2007.
- Paul Conley, Lincoln Industrial Corporation and Raj Shah, Koehler Instrument Company: Ventmeter Aids Selection of Grease for Centralized Lubrication Systems. In: Machinery Lubrication Magazine. January 2004
Джерела
- Наземцев А. С. Пневматические и гидравлические приводы и системы. Часть 2. Гидравлические приводы и системы. Учебное пособие / А. С. Наземцев, Д. Е. Рыбальченко. — М.: Форум, 2007. — 304 с. — ISBN 978-5-91134-128-2
- Автоматизированные смазочные системы и устройства / В. Я. Семенов, П. М. Курганский, В. И. Кузьмин и др. Под ред.. Д. Н. Гаркунова. — М.: Машиностроение, 1982. — 176 с.
- Контак Г. А., Ломачинский В. С. Монтаж и наладка централизованной системы смазки, гидравлической и пневматической систем. — М.: Стройиздат, 1981. — 175 с.
- Централизованные смазочные системы. Краткий каталог. — Николаев: НПП «МЕТАЛЛПРОМСЕРВИС», 1999. — 52 с.
- Centralized Lubrication Systems. Catalog. LUBRICQUIP, INC., A Unit of IDEX Corporation. USA, 2001.
- LUBRICQUIP School of Centralized Lubrication. Introduction to Lubrication. LUBRICQUIP, INC., A Unit of IDEX Corporation. USA, 1981/
Посилання
- FLO COMPONENTS LTD. (англ.)
- Automatisches Schmiersystem mit CAN-Steuergerät (нім.)
- HOCHLEISTUNGS-SCHMIERSYSTEM (нім.)
- Linearführungen Schmiersystem (нім.)