Обертова піч
Оберто́ва (ротаці́йна або тру́бчаста) піч (англ. rotary kiln) — промислова піч циліндричної форми з обертальним рухом навколо поздовжньої осі, призначена для нагрівання матеріалів з метою їх фізико-хімічної обробки[1]. Вона є засобом обробки, що використовується для отримання високої температури матеріалу (прожарювання) при безперервному процесі.
Призначення
Є обертові печі: нагрівальні, в яких металеві заготовки обробляють для кування і штампування; термічні, де металеві вироби піддають термічній обробці; випалювальні, застосовувані для випалу клінкеру, руд, нерудних матеріалів і залізорудних окатишів та ін.
Матеріали, у технологіях отримання яких використовуються обертові печі, включають:
- Цемент
- Вапно
- Вогнетривкий матеріал
- Метакаолін
- Двоокис титану
- Алюміній
- Вермікуліт
- Залізорудні окатиші
Вони також використовуються для прожарювання широкої різноманітності сульфідних руд перед видобуванням з них металу.
Принцип роботи
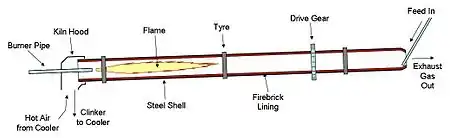
Обертова (трубчаста) піч — це циліндрична пустотіла конструкція, трохи нахилена до горизонту. Вона повільно обертається навколо своєї осі. Матеріал, що обробляється, завантажується у верхній кінець циліндра. Так як піч обертається, матеріал повільно рухається у напрямку до нижнього кінця та може при цьому перемішуватися. Гарячі гази проходять крізь піч, іноді в тому ж напрямку що і оброблюваний матеріал (попутний потік), але зазвичай у зворотному напрямку (зустрічний потік). Гарячі гази можуть бути створені у зовнішній топці, або можуть бути створені факелом всередині печі. Такий факел створюється пальником, що працює за принципом пальника Бунзена. Паливом для нього може бути газ, мазут, або порошкове вугілля.
Конструкція
Основними компонентами обертової печі є обичайка, вогнетривка футеровка, підтримувальні бандажі та ролики, тяговий триб та внутрішні теплообмінники.
Обичайка печі
Обичайка виготовляється з прокатних листів низьковуглецевої сталі, товщиною зазвичай між 15 та 30 мм, звареної у формі циліндра, який може бути довжиною до 230 мм та діаметром до 6 метрів. Вона зазвичай розміщується по осі схід/захід для запобігання вихрових струмів.
Верхні обмеження діаметра спричинені схильністю обичайки до деформації в овальний поперечний переріз, що призводить до викривлення під час обертання. Довжину обмежувати не обов'язково, але, якщо піч дуже довга, стає важко впоратись зі зміною довжини під час нагрівання та охолодження (зазвичай близько 0,1 до 0,5% від довжини).
Вогнетривка футеровка
Призначення вогнетривкої футеровки полягає в уберіганні сталевої обичайки від високих температур всередині печі, та захисту її від корозійних властивостей матеріалу що обробляється. Футеровка може складатися з вогнетривкої цегли або вогнетривкого бетону, або може бути відсутня в зонах печі, де температура не перевищує 250 °C. Вогнетрив вибирається в залежності від температури в печі та хімічної природи матеріалу що обробляється. В деяких сферах виробництва, таких як виробництво цементу, термін експлуатації футеровки збільшується, завдяки утворенню на поверхні футеровки шару матеріалу з виробничого процесу. Товща футеровки зазвичай становить 80 — 300 мм. Типовий вогнетрив може витримувати коливання температури в 1000 °C між його гарячим та холодним станом. Температура обичайки не повинна перевищувати 350 °C для запобігання пошкодженню сталі, цілодобово працюючі інфрачервоні сканери використовуються для раннього сповіщення про «гарячі точки», які вказують на проблеми з футеровкою.
Бандажі та ролики

Бандажі зазвичай складаються з єдиної кільцеподібної відливки, обробленої до стану гладкої циліндричної поверхні, яка вільно прикріплюється до обичайки печі за допомогою низки спеціальних кріплень. Це потребує дещо оригінального дизайну, бо бандаж повинен щільно прилягати до обичайки, але також не заважати тепловому рухові. Бандаж обертається на парі сталевих роликів, також оброблених до стану гладкої поверхні циліндру, та розташованих на половині діаметра печі кожний. Ролики повинні підтримувати піч та забезпечувати обертання з найменшим тертям, на скільки це можливо. Добре зроблена піч, при відключенні живлення, буде колихатись на зразок маятника декілька раз, до повної зупинки. Маса типової печі розмірами 6×60 м, з врахуванням вогнетриву та завантаженого матеріалу, становить близько 1100 тон, та повинна підтримуватись трьома бандажами та групами роликів, розставлених по довжині печі. Найдовші печі можуть мати 8 груп роликів, в той час як дуже короткі печі можуть мати тільки дві. Печі зазвичай проходять 0,5...2 об/хв, але іноді і 5 об/хв. Печі на найсучасніших заводах з виробництва цементу роблять 4…5 об/хв. Підшипники роликів повинні витримувати великі тривалі робочі навантаження, та повинні бути ретельно захищені від тепла печі та попадання пилу. Крім опорних роликів є, зазвичай, верхні та нижні «упорні (протидіючі) ролики» які опираються у бік бандажу, це запобігає сковзанню печі з опорних роликів.
Тяговий триб
Піч зазвичай обертається за допомогою одного зубчастого вінця, який оперізує найхолоднішу частину печі, але іноді рухається за допомогою приводних валиків. Вінець з'єднаний зубчатою передачею з електромотором з регульованою швидкістю. У нього повинен бути великий пусковий обертальний момент для запуску печі з великою ексцентричним завантаженням. Для обертання печі 6 х 60 метрів зі швидкістю 3 об/хв, необхідно близько 800 кВт. Швидкість проходження матеріалу через піч пропорційна до швидкості обертання, і для контролю цього потрібен мотор з регульованою швидкістю. У випадку використання приводних валиків для обертання печі, можуть використовуватись гідравлічні приводи. Це дає змогу досягнути надзвичайно сильного обертального моменту. В багатьох процесах, дуже небезпечною є зупинка гарячої печі, у випадку проблем з приводом. Різниця температур між верхом та низом печі можуть призвести до деформації печі та пошкодженню вогнетриву. Тому, нормальною практикою вважається встановлення допоміжного приводу для використовування при відключенні енергії. Це може бути невеликий електромотор з автономним живленням, або дизельний двигун. Він обертає піч дуже повільно, але достатньо швидко для запобігання пошкодженню.
Внутрішні теплообмінники
Теплообмін в трубчастій печі може здійснюватись за рахунок кондукції, конвекції та випромінювання, у порядку зменшення ефективності. У низькотемпературних процесах, та в холодніших частинах довгих печей, в яких не вистачає підігріву, піч часто обладнана внутрішніми теплообмінниками для покращення тепло-обігу між газом та матеріалом який оброблюється. Вони можуть складатися з черпаків або підіймальних пристроїв, які проносять матеріал через потік газу, або можуть бути металеві вставки, які нагрівають верхню частину печі, та передають тепло матеріалу, коли занурюються під нього під час обертання печі. Останні привабливіші, так як підіймальні пристрої підіймають багато пилу. Найбільш вживані теплообмінники складаються з ланцюгів що висять поперек потоку газу.
Інше обладнання
Піч сполучається з колектором для виходу матеріалу в нижній частині, та з трубами для відхідних газів. Це вимагає щільної ізоляції в обох кінцях печі. Відхідний газ може більше не використовуватись, а може подаватись на обладнання попереднього нагріву, яке потім передає тепло разом з подачею матеріалу. Гази повинні пройти крізь піч і подаються в обладнання попереднього нагріву вентиляторами, розташованими у розвантажувальному кінці печі. Для обладнання попереднього нагріву, у якому може відбуватися велике падіння тиску, можуть бути потрібні вентилятори великої потужності, і приводи вентиляторів часто можуть бути найпотужнішими приводами в цілій системі печі. Відхідні гази містять пил та можуть містити такі небажані компоненти, як двоокис сірки та хлороводень. Тому встановлюється обладнання «скрубери» для очищення газів до того, як вони будуть випущені в атмосферу.
Корисне тепло-віддання
Корисне тепло-віддавання трубчастої печі становить близько 50 — 65%.
Примітки
- ДСТУ 2810-94 Сировина нерудна чорної металургії. Терміни та визначення.
Джерела та додаткова література
- R H Perry, C H Chilton, C W Green (Ed), Perry's Chemical Engineers' Handbook (7th Ed), McGraw-Hill (1997), sections 12.56-12.60, 23.60, ISBN 978-0070498419
- K E Peray, The Rotary Cement Kiln, CHS Press (1998), ISBN 978-0820603674
- Boateng, Akwasi, Rotary kilns: transport phenomena and transport processes. Amsterdam ; Boston: Elsevier/Butterworth-Heinemann (2008), ISBN 978-0750678773
Посилання
- Обертова піч // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 135-136. — ISBN 978-966-7407-83-4.