Шовне зварювання
Шо́вне зва́рювання або шо́вне конта́ктне зва́рювання — різновид контактного зварювання, під час якого утворюється безперервне напусткове з'єднання між внутрішніми поверхнями заготовок внаслідок відносного переміщення вздовж шва стискних обертових роликових електродів[1].
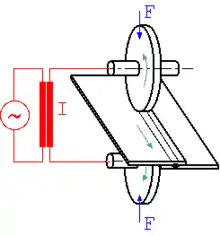
При шовному зварюванні електроди виконують у вигляді дискових роликів, що обертаються, за допомогою яких відбувається передача зусилля деталям, підведення струму і переміщення деталей. Зварювальний струм, як і при точковому зварюванні, нагріває й розплавляє метал у місці з'єднання. Процес шовного зварювання здійснюється на спеціальних зварювальних верстатах. Товщина зварювальних листів наявна в межах 0,2-3 мм. Шовне зварювання здебільшого проводиться з зовнішнім водяним охолодженням, що також знижує перегрів зовнішніх шарів металу.
Класифікація
Різноманітні види шовного зварювання, що зустрічаються на практиці, в основному розрізняються способом підведення зварювального струму (одностороннім або двостороннім) і розташуванням роликів щодо деталей, що зварюються.
Застосовують такі способи шовного зварювання: безперервне, переривчасте з безперервним обертанням роликів, переривчасте з періодичним обертанням роликів.
Безперервне шовне зварювання виконують суцільним швом при постійному тиску роликів на зварювані деталі і постійно увімкненому зварювальному струмі протягом усього процесу зварювання. Недоліками способу є підвищені вимоги до підготовки по-верхні, однорідності, товщини і хімічного складу металу зварюваних деталей.
Переривчасте зварювання з безперервним обертанням роликів також виконують при постійному зусиллі стискання, а зварювальний струм подають періодично, при цьому шов формується у вигляді зварних точок, що перекривають одна одну. Шов виходить кращої якості.
При переривчастому зварюванні з періодичним обертанням роликів зварювальне коло замикається у момент зупинки роликів (крокове зварювання). Такий спосіб забезпечує найбільш якісний шов, оскільки формування зварної точки відбувається під статичним тиском. Проте машини для такого способу зварювання відрізняються більшою складністю і меншою продуктивністю.
Властивості
При зварюванні з перекриттям точок шов буде герметичним, а при зварюванні без перекриття шов практично не відрізняється від ряду точок, отриманих при точковому зварюванні.
Використання
Шовне зварювання застосовують при виготовленні різних ємностей, де потрібні герметичні шви — бензобаки, труби, бочки, сильфони й ін.
Також широко застосовується в приладобудуванні, автомобілебудуванні, вагонобудуванні та літакобудуванні.
Примітки
- ДСТУ 3761.2-98 Зварювання та споріднені процеси. Частина 2 Процеси зварювання та паяння. Терміни та визначення.
Джерела
- Любич О. Ӣ. Обладнання і технологія зварювального виробництва: навч. посіб. / О. Й. Любич, В. М. Радзієвський, А. Ф. Будник. — Суми: Сумський державний університет, 2013. — 229 с. — ISBN 978-966-657-467-4
Посилання
- Принципова схема та сутність процесу шовного зварювання — матеріал сайту k-svarka.com
- Технологія шовного зварювання — матеріал сайту k-svarka.com
