Автоматизація процесу флотації
Флотація — один з найскладніших технологічних процесів збагачення корисних копалин, що залежить як від керованих технологічних параметрів, так і від некерованих, що, як правило, носять випадковий характер.
Автоматизація процесу флотації
Загальна характеристика
Об’єктом управління при автоматизації флотації випадку є сам процес, апаратурне оформлення якого включає апарат підготовки пульпи (АКП), флотаційні машини і живильники реагентів.
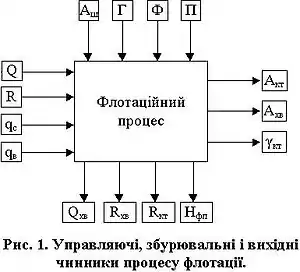
Вхідні впливи і вихідні параметри процесу вугільної флотації подано на рис. 1.
На рисунку вказано вхідні (регульовані) чинники: об’ємне навантаження на флотацію (Q), розрідження пульпи (R), витрату реагенту збирача (qс) і спінювача (qв).
До збурюючих впливів віднесено чинники: зольність початкового шламу (Аш); гранулометричний, фракційний і петрографічний склад шламу від-повідно (Г, Ф і П).
Основні вихідні параметри, що визначають ефективність процесу, представлені показниками: зольність і вихід концентрату (Акт, γкт) та зольність хвостів флотації (Ахв).
Додатковими проміжними вихідними чинниками можуть служити рівень пульпи у ванні флотомашини (Нф), розрідженість хвостів і концентрату (Rхв, Rкт) і об’ємний вихід хвостів флотації (Qхв).
Основні вхідні чинники, що істотно впливають на процес
Об'ємне навантаження на флотаційну машину. Цей параметр визначає тривалість флотації і, отже, вилучення органічної маси в концентрат, якісні показники продуктів флотації. Крім того, від об'ємного навантаження залежить рівень пульпи у флотомашині. Отже, об'ємне навантаження на флотацію необхідно контролювати і регулювати (стабілізувати). При цьому стабілізується загальне навантаження на флотацію, а на кожну індивідуальну флотомашину навантаження встановлюється за допомогою затворів, розташованих на АКП (з урахуванням типу і механічного стану флотомашини). Відзначимо, що об'ємне навантаження в значній мірі визначає необхідну витрату реагенту-спінювача. Канал управління об'ємною витратою — дроселювання пульпи за допомогою засувки, встановленої на пульпопроводі.
Другий важливий параметр — вміст твердого продукту в пульпі. Практика показала, що коливання вмісту твердого в пульпі в межах 80 150 г/л істотно не впливає на ефективність процесу. Однак цей параметр визначає необхідну витрату реагенту-збирача. Пригадаємо механізми процесу флотації — збирач адсорбується на поверхні твердої фази (вугільної фракції). Отже, вміст твердого в пульпі необхідно контролювати і використати даний параметр для управління витратою реагенту-збирача. Якщо ж автоматизована схема флотує згущену пульпу, то не складе труднощів встановити систему регулювання її густини шляхом додання в процес технічної води.
Витрати реагентів — гнучкі і важливі канали управління процесом.
Реагент-збирач потрібно дозувати пропорціонально величині поверхні твердої фази (вугільної). Однак автоматичний контроль даного параметра утруднений. Тому прийнятною є зміна витрати збирача пропорціонально зміні вмісту твердого в пульпі, тобто стабілізувати питому витрату збирача (г/т). Отже, необхідно розробити систему контролю даного параметра. Це досягається шляхом перемноження контрольованих чинників — об'ємного навантаження (м3/годину) і вмісту твердого в пульпі (т/м3).
Витрата реагенту-спінювача впливає на ступінь аерації пульпи, крупність і стійкість повітряних бульбашок. Чим більше об'ємне навантаження на флотацію, тим більшою повинна бути витрата спінювача. Тож необхідно передбачити пропорційне регулювання витрати спінювача. Зміна витрати реагентів здійснюється за допомогою дозаторів реагентів, що містять робочий елемент для зміни витрати. На схемах автоматизації допускається умовно показувати дроселювання реагентного трубопроводу за допомогою поворотної заслінки.
Для управління процесом корисно знати поточні зольності продуктів флотації. У сучасній збагачувальній практиці автоматичні золоміри продуктів флотації практично відсутні, але якщо розглядати схему автоматизації як технічне завдання для проектування відповідним організаціям, наявність систем контролю зольностей продуктів у схемі правомірна.
У процесі роботи флотаційного відділення необхідно мати інформацію про рівні реагентів у робочих баках. Бажано в схемі передбачити хоча б дискретний контроль верхнього і нижнього рівнів реагентів у баках.
На процес флотації впливають і ряд інших чинників, наприклад, температура пульпи, рН середовища, гранулометричний і петрографічний склад шламів та ін. Однак їх регулювання або економічно не виправдане, або технічно нездійсненне.
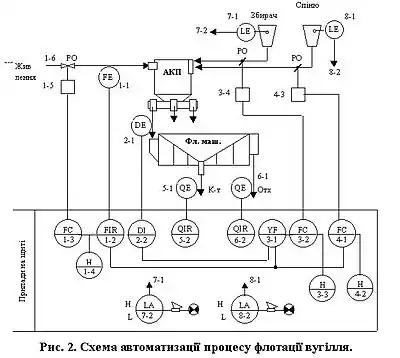

Схема автоматизації процесу вугільної флотації
На рис. 2 показано варіант схеми автоматизації процесу вугільної флотації, а на рис 3 — структурну схему автоматизації.
На схемі спрощено зображена технологічна схема, що містить апарат кондиціонування пульпи (АКП), флотаційну машину, баки реагентів і трубопроводи з регулюючими органами (РО). При наявності декількох однотипних машин, які працюють паралельно, показують одну машину (в цьому випадку — одну флотомашину). У нижній площині схеми розташовані засоби автоматики, встановлені на щиті (пульті).
Для спрощення схеми автоматизації на щиті не показані пускова апаратура, перемикачі режиму роботи САР.
У схему автоматизації включаються такі системи:
1. Система стабілізації об’ємного навантаження на процес (система 1), що містить первинний датчик витрати (поз. 1-1), вторинний показуючий і реєструючий прилад (1-2), регулятор витрати (1-3), задатчик (1-4), виконавчий механізм (1-5) і регулюючий орган (1-6), встановлений на живильному пульпопроводі.
2. Система контролю вмісту твердого в пульпі (система 2), що включає первинний датчик густини (2-1) і показуючий вторинний прилад (2-2).
3. Система дозування реагенту-збирача (система 3), яка містить блок перемноження параметрів (3-1), на який надходить інформація від вторинних приладів об’ємної витрати (1-2) і вмісту твердого в пульпі (2-2), регулятор витрати збирача (3-2) із задатчиком питомої витрати (3-3) і виконавчий механізм (3-4) із заслінкою (або живильник реагентів).
4. Система дозування реагенту-спінювача (система 4), що включає регулятор (4-1), куди надходить інформація про об’ємну витрату пульпи, задатчик (4-2) і живильник спінювача (4-3).
5. Системи контролю зольності концентрату (система 5) і відходів (система 6), які на даному етапі автоматизації представлені тільки вторинними приладами. Надалі ці системи можна розширити до рівня САР, яка відпрацьовує сигнал відхилення зольностей продуктів від заданих і відповідно змінює витрати реагентів.
6. Системи дискретного контролю з сигналізацією верхнього і нижнього рівнів реагентів у баках (системи 7 і 8). Для спрощення читання схеми в даних системах лінії передачі інформації умовно розірвані.
Див. також
Джерела
- Папушин Ю. Л., Білецький В. С. Основи автоматизації гірничого виробництва. — Донецьк : Східний видавничий дім, 2007. — 168 с. — ISBN 978-966-317-004-6.
