Допуск (техніка)
До́пуск (англ. size tolerance) — різниця між найбільшим і найменшим граничними значеннями (розмірів, масової частки, маси), задається на геометричні розміри деталей, механічні, фізичні і хімічні властивості. Призначається (обирається) виходячи з технологічної точності або вимог до виробу (продукту). Будь-яке значення параметра, котре опиняється в заданому інтервалі, є припустимим.
Допуск у машинобудуванні
Допуск розміру
Допуск розміру характеризує розсіювання дійсних розмірів в межах від найбільшого до найменшого гранично допустимих розмірів, фізично визначає величину офіційно дозволеної похибки дійсного розміру елемента деталі в процесі його виготовлення. Допуск розміру завжди додатна величина і регламентується системою допусків і посадок.
Позначення
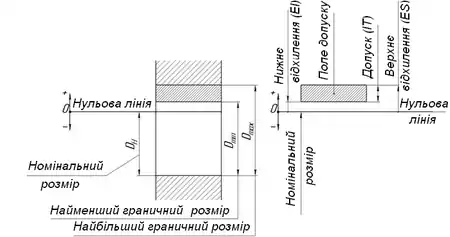
- Допуск IT = International tolerance;
- Верхнє і нижнє відхилення: ES = Ecart Superieur, EI = Ecart Interieur.
- Для отворів — великі букви (ES, D), для валів — малі (es, d).
Основні визначення
- Розмір — числове значення лінійної величини (діаметра, довжини тощо) у вибраних одиницях вимірювання[1][2].
- Номінальний розмір — розмір, відносно якого визначаються граничні розміри і який застосовується для відліку відхилень[3]. Номінальні розміри обирають під час конструювання на основі розрахунків або за конструктивними міркуваннями і проставляють на кресленні деталі або з’єднання деталей. Номінальні розміри після розрахунків округлюють до найближчого з рядів нормальних лінійних розмірів згідно з ГОСТ 6636-69 [4], реалізованих на основі рядів переважних чисел.
- Дійсний розмір — розмір елемента, встановлений вимірюванням[1].
- Граничні розміри — Два граничні припустимі розміри елемента, між якими повинен знаходитись (або яким може дорівнювати) дійсний розмір[1]. На кресленні деталі або з’єднанні проставляють номінальні розміри, а кожний з двох граничних розмірів визначають за його відхиленням від номінального.
- Відхилення (відхил[2]) — алгебрична різниця між розміром (дійсним або граничним) і відповідним номінальним розміром[1].
- Дійсне відхилення (відхил[2]) — алгебрична різниця між дійсним і відповідним номінальним розмірами[1].
- Граничне відхилення (відхил[2]) — алгебрична різниця між граничним і відповідним номінальним розмірами. Розрізняють верхнє та нижнє граничні відхилення[1]
- Основне відхилення (відхил) — одне з двох граничних відхилень (верхнє чи нижнє), що визначає положення поля допуску відносно нульової лінії. В цій системі допусків та посадок основним є відхилення, найближче до нульової лінії[1].
- Нульова лінія — лінія, що відповідає номінальному розміру, від якої відкладаються відхилення розмірів у разі графічного зображення полів допусків та посадок. Якщо нульова лінія розташована горизонтально, то додатні відхилення відкладаються вгору від неї, а від'ємні — вниз[1].
- Стандартний допуск ІТ — будь-який з допусків, що встановлюється системою допусків та посадок[1].
- Поле допуску — поле, обмежене найбільшим і найменшим граничними розмірами, яке визначається величиною допуску і його положенням відносно номінального розміру. У разі графічного зображення поле допуску міститься між двома лініями, що відповідають верхньому та нижньому відхиленням відносно нульової лінії[1].
- Квалітет (міра точності) — сукупність допусків, що розглядаються як відповідні одному рівню точності для всіх номінальних розмірів[1].
- Одиниця допуску i, I — множник у формулах допусків, що є функцією номінального розміру та який служить для визначення числового значення допуску[1].
- Вал — термін, що умовно застосовується для позначення зовнішніх елементів деталей, включаючи і нециліндричні елементи[1].
- Отвір — термін, що умовно застосовується для позначення внутрішніх елементів деталей, включаючи і нециліндричні елементи[1].
- Посадка — характер з'єднання двох деталей, визначений різницею їх розмірів до складання[1].
Квалітет
Величина допуску визначається квалітетом і розміром[2]. Квалітет є мірою точності. Зі збільшенням квалітету точність зменшується (допуск зростає).
- Допуск за квалітетом позначається буквами IT із вказанням номера квалітету, напр. IT8 — допуск за 8 квалітетом.
- Квалітети від 01 до 4-го застосовуються для визначення точності виготовлення калібрів, і контркалібрів.
- Квалітети від 5-го до 12-го застосовують для виготовлення деталей, що утворюють з'єднання.
- Квалітети від 13-го до 18-го застосовують для задання параметрів елементів деталей, котрі не беруть участь у з'єднаннях і не справляють на них визначального впливу.
Основна залежність задання допусків розмірів:
- IT, мкм = K * i,
- де K — квалітет (число одиниць допуску), i — одиниця допуску, мкм.
На діаметри від 1 до 500 мм одиниця допуску функціонально зв'язана з номінальним розміром залежністю , мкм.

Абсолютна величина допуску (в мікронах) залежно від квалітету і розміру [2]:
| Розмір, мм | Допуск, мкм для квалітету | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | |
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| 3—6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| 6—10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| 10—18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| 18—30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 12 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| 30—50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| 50—80 | 0,8 | 1,5 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| 80—120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| 120—180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 180—250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| 250—315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| 315—400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| 400—500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Аналогічні значення регламентуються стандартом на допуски і посадки (Limits and Fits) ISO 286-1:1988 [5].
Допуск форми і розташування поверхонь
Відхилення, або похибки, форми і розташування поверхонь істотно впливають на параметри роботи механізмів, найважливішими з яких є точність і довговічність. Головна відмінність таких відхилень від похибок розмірів полягає у тому, що останні (якщо відсутні відхилення форми і розташування поверхонь) можна компенсувати регулюванням в процесі складання або застосуванням рухомих чи нерухомих компенсаторів. Тому, одночасно із системою допусків і посадок для з'єднань по гладких поверхнях введені і стандарти на допуски форми і розташування поверхонь.
Допуск форми (англ. tolerance of form) — найбільше допустиме значення відхилення форми[6][7][8].
Під відхиленням (похибкою) форми (англ. form deviation) розуміють невідповідність між формою реальної поверхні або профілю, одержаної при обробці (виготовленні), і теоретичною (номінальною) формою поверхні або профілю, що задана в кресленні, яка оцінюється найбільшою відстанню від точок реального елемента по нормалі до прилеглого елемента.
Допуск розташування (англ. tolerance of position) — границя, що обмежує допустиме значення відхилення розташування поверхонь деталей[6].
Відхилення взаємного розташування поверхонь найчастіше оцінюють такими параметрами, як відхилення від перпендикулярності, паралельності, співвісності, торцеве биття, радіальне биття тощо.
Примітки
- ДСТУ 2500-94 Єдина система допусків і посадок. Терміни та визначення. Позначення і загальні норми.
- ДСТУ ISO 286-1-2002 Допуски і посадки за системою ISO. Частина 1. Основи допусків, відхилів та посадок.
- ДСТУ 3321:2003 Система конструкторської документації. Терміни та визначення основних понять
- ГОСТ 6636-69 Основные нормы взаимозаменяемости. Нормальные линейные размеры.
- ISO 286-1:1988 — ISO system of limits and fits — Part 1: Bases of tolerances, deviations and fits
- ДСТУ 2498-94 Допуски форми та розташування поверхонь. Терміни та визначення.
- ДСТУ ГОСТ 2.308:2013 Зазначення допусків форми та розміщення поверхонь (ГОСТ 2.308-2011, ІDT).
- ГОСТ 24642-81. Допуски формы и расположения поверхностей. Основные термины и определения.
Посилання
- Допуски // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 84. — ISBN 978-966-7407-83-4.
