Зона термічного впливу
Зо́на термі́чного впли́ву (ЗТВ) — це ділянка основного металу зварного з'єднання, розташована біля металу шва, структура і властивості якої змінилися в результаті нагрівання під час зварювання чи наплавлення[1].
Зона термічного впливу складається з декількох структурних ділянок, які відрізняються за формою і будовою зерен.
- Неповного розплавлення
- Перегріву
- Нормалізації
- Неповної перекристалізації
- Рекристалізації
- Синьоламкості
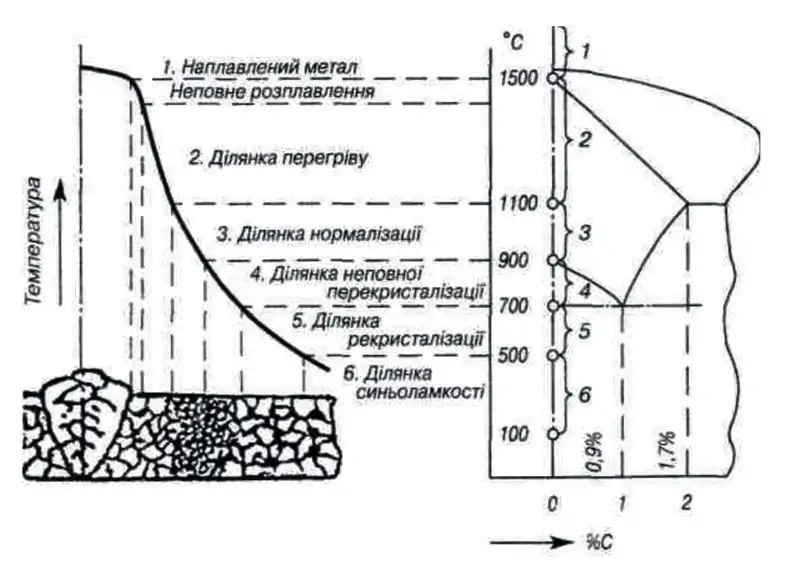
Неповне розплавлення — знаходиться в твердо-рідкому стані і визначає якість зварного з'єднання. В даній зоні проходить сплавлення основного металу з металом шва. Температура в зоні вища за температуру плавлення металу(1500 °C).
Перегрів — область основного, сильно нагрітого металу з крупно зернистою структурою і зниженими механічними властивостями. В цій зоні можливе утворення гартованих структур. Температура коливається від 1100 °C до 1500 °C.
Нормалізація — область основного металу в якій утворюється дрібнозерниста структура з найвищими механічними властивостями. Температура коливається в межах 930–1100 °C.
Неповної перекристалізації — область основного металу в якій навколо крупнозернистої структури утворюються дрібнозерниста, в результаті перекристалізації. Температура коливається в межах 720–930 °C.
Рекристалізація — частина основного металу для якої характерним є відновлювання форми і розмірів зруйнованих зерен металу, що раніше піддався обробці тиском. Температура коливається в межах 450–720 °C
Синьоламкості — видимих структурних змін немає, але характеризується зниженням пластичних властивостей. Температура коливається в межах 200–450 °C
Для покращення властивостей і структури металу шва біляшовної зони використовують гаряче проковування металу шва і частину основного металу, яка піддалася нагріву, відразу після зварювання. Також проводять загальну термообробку в печах з подальшим повільним охолодженням.
Ширина Зони термічного впливу залежить від способу та режимів зварювання і становить:
- — при ручному дуговому зварюванні 3-6 мм;
- — при зварювання під флюсом 2-4 мм;
- — при зварювання в захисних газах 1-3 мм;
- — при електрошлаковому зварюванні 11-14 мм;
- — при газовому зварюванні 8-28 мм.
Також ширина ЗТВ збільшується при збільшенні режимів зварювання і зменшується з підвищенням швидкості зварювання.
Примітки
- ДСТУ 3761.3-98 Зварювання та споріднені процеси. Частина 3 Зварювання металів: з'єднання та шви, технологія, матеріали та устаткування. Терміни та визначення.
Джерела
- * Технологія електродугового зварювання: Підручник / І. В. Гуменюк, О. В. Іваськів, О. В. Гуменюк. – К.: Грамота, 2006. – 512с
- Теория сварочных процессов: Учеб. для вузов по спец. «Оборуд. и технология сварочн. пр-ва» / В. Н. Волченко, В. М. Ямпольский, В. А. Винокуров и др.; Под ред. В. В. Фролова. — М.: — Высшая школа, 1988. — 559 с. ISBN 5-06-001473-8