Круппівська броня
Кру́ппівська броня́ (англ. Krupp armour) — тип поверхнево зміцненої броні з хромонікелевої сталі, що знайшла застосування у військовій техніці кінця XIX ст — початку XX ст. Вона була розроблена компанією Круппа у 1893 році і до кінця століття швидко витіснила броню Гарві, ставши на певний період часу стандартом бойового захисту для військових кораблів.
Передумови появи винаходу
У 80-х роках XIX ст. в металургії попри нікель, почала використовуватись для легування невеликих сталевих виливків інша легувальна добавка — хром. Виявилось, що отриманий сплав при відповідній термообробці, набуває значної твердості. Однак сталеливарники, попри постійні зусилля, не змогли отримати великі виливки з хромонікелевої сталі і відповідним чином обробляти їх поки у 1893 р. на заводах Круппа не було вирішено цю проблему. Хром, що використовувався спочатку у кількостях до 1% , а потім і в кількості 1,5…3% підвищував глибину гартування броні.
Особливості процесу отримання круппівської броні
Вуглець є найважливішим зміцнювальним елементом сталі, через що його вміст намагаються зробити якомога вищим. Однак підвищений вміст вуглецю ускладнює виробництво, викликає розриви при куванні, складнішим стає створення волокнистої структури, плита стає крихкою, схильною до розтріскування і відколювання при балістичних випробуваннях. Додавання нікелю збільшує в'язкість сталі і дозволяє при відповідній обробці отримувати волокнисту структуру, а хром додатково підвищує твердість, не збільшуючи при цьому крихкості. Хром також робить сталь особливо чутливою до термообробки, що полегшує фінішне загартування.
Спочатку для виробництва круппівської броні використовувався технологічний процес, принципово аналогічний до виробництва броні Гарві, однак якщо у виробництві останньої використовувалася нікелева сталь, то в процесі за Круппом була застосована твердіша хромиста сталь з вмістом хрому в 1%. Крім того, якщо в гарвеївському процесі сталь навуглецьовувалась тривалим (зазвичай протягом декількох тижнів) нагріванням у присутності деревного вугілля, круппівська броня цементувалася шляхом обдування поверхні розігрітої сталі світильним газом, що містить вуглець у зв'язаному вигляді. За рахунок цього було досягнуто значного скорочення часу, що затрачувався на хіміко-термічну обробку, і, відповідно, забезпечувалось істотне прискорення виробництва броні, що складало величезну перевагу цього способу.
Приблизно тоді ж у Круппа було розроблено технологію поглиблення цементованого шару з однієї сторони плити. Для цього плита покривалась глиною, причому цементована сторона залишалась відкритою, а потім відкрита сторона піддавалася сильному і швидкому нагріву. Так як температура спадає від поверхні у глибину плити, поверхня виявляється більше нагрітою, ніж задня сторона плити, що дозволяє здійснювати так зване низхідне або декрементне загартування поверхні бризками води. Сталь, нагріта вище за певну (критичну) температуру, стає дуже твердою після швидкого охолодження водою, тоді як сталь, температура якої нижча за вказану межу, практично не змінює своїх властивостей при загартуванні.
Сталь нагрівається таким чином, щоб рівень критичної температури не проникав глибше від 30…40% її товщини. Коли ця умова досягалась, плиту швидко витягували з печі, встановлювали в камері гартування і подавали потужні струмені води спочатку на нагріту поверхню, а потім, через певний момент часу, на обидві поверхні одночасно (подвійне обприскування). Таке двостороннє зрошування потрібне було для запобігання деформації плити через нерівномірне охолодження.
Слід зазначити, що метод зміцнення, який базується на низхідному нагріванні не обов'язково передбачає зміну вмісту вуглецю в сталі. Іншими словами, в цьому способі зміцнення лицьова сторона стає надтвердою через вищу температуру в момент гартування, а глибина зміцненого шару може регулюватися зміною режиму нагріву і може бути більшою за необхідності від глибини цементації.
Процес зміцнення лицьової поверхні був, зазвичай, процесом остаточної обробки плити, який застосовувався після процесу термообробки. Він поліпшував зернистість матеріалу і створював волокна, які збільшували міцність і пластичність сталі.
Використання та удосконалення броні
Круппівська броня була швидко взята на озброєння провідними морськими країнами, будучи не тільки дешевшою і швидшою у виробництві, але і стійкішою приблизно на 15% у порівнянні із бронею Гарві: балістичні тести показали, що 25,9 см круппівської броні відповідає 30,4 см гарвеївської. У США круппівська сталь (склад: 0,27% вуглецю, 3,75% нікелю і 1,75% хрому) стала використовуватись для бронювання кораблів з 1900 р. Тим не менше, до початку XX ст. ця сталь морально застаріла через появу складно легованої цементованої круппівської броні.
Круппівська цементована броня
Склад і характеристики
Цементована броня Круппа (англ. Krupp cemented armour, K.C.A.) — варіант подальшого розвитку круппівської броні. Процес її виготовлення мало чим різнився, внесено лише суттєві зміни у склад сплаву: 0,35% вуглецю, 3,9% нікелю, 2,0% хрому, 0,35% марганцю, 0,07% кремнію, 0,025% фосфору, 0,020% сірки. K.C.A. мала характеристики попередньої броні, але різнилась більшою еластичністю тильної частини листа, що знижувало розтріскування броні при влучанні у неї снаряду.
У подальші 15 років було впроваджено деякі покращення в технологію виробництва, і наступні варіанти круппівської броні приблизно на 10% перевершували за міцністю перші її зразки.
 |
 |
 |
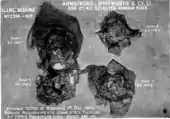
| Товщина 11,8 дюйма (виробництва компанії Friedrich Krupp AG) | Товщина 9 дюймів (виробництва компанії Armstrong Whitworth) | Товщина 3 дюйми (виробництва компанії Vickers, Sons & Maxim) |
Виробництво круппівської цементованої броні
Процес виробництва наступний[1]:
- Суміш заліза і залізної руди або заліза і залізного лому розплавляється у відкритій печі і розливається у залізну або піщану форму. Розміри виливок залежать від розміру плити, яку потрібно отримати. Наприклад виливок для бортової плити тригарматної башти має розміри 106 × 381 × 635 см і масу близько 200 т, а виливок для основного поясу розміром 66 × 335 × 508 см — близько 90 т.
- Ще гарячий виливок витягають з форми, очищують і підготовлюють для кування.
- Виливок знову нагрівається і розковується під гідравлічним пресом до товщини на 15% більшої від потрібної товщини плити. Домішки, що виділились у центрі верхньої сторони виливка видаляються зрізанням.
- Поковка відпалюється щоб утворити частково волокнисту мікроструктуру, уникнути розтріскування при охолодженні і зняти напруження, що виникли при куванні.
- Заготовка піддається суперцементації. Час, що необхідний для цього, залежить від розміру заготовки. Для великих заготовок процес триває 10-14 діб.
- Повторне нагрівання, кування майже до необхідної товщини і відпалювання.
- Термічна обробка для покращення волокнистої структури матеріалу.
- Чорнова механічна обробка.
- Плиту нагрівають і надають їй потрібної форми.
- Лицьовий бік плити нагрівається до температури вищої за критичну, в залежності від необхідної глибини загартованого шару, і гартується у струменях масла або води.
- При невеликому нагріві проводиться правка кривини плити.
- Плита обробляється до остаточних розмірів.
Нецементована круппівська броня
Як уже відзначалось, броньована плита може гартуватись без попередньої цементації. Слід зазначити, що цементований лицевий бік у більшій міри схильний до розривів та розтріскування при куванні та порушення форми, ніж решта маси плити, що робить виготовлення токих плит складнішим ніж товстих. Ці обставини підштовхнули «Бетлехем Стіл» (англ. Bethlehem Steel Company) до виробництва круппівської броні без цементації. Пізніше компанія «Мідвейл Стіл» (англ. Midvale Steel Company) використала цю ж технологію. Така броня зазвичай називається круппівською нецементованою (англ. Krupp non-cemented, K.N.C.). Структура броні суттєво відрізняється від структури круппівської цементованої броні (K.C.A.). Наприклад, відсутнім є суперцеменований шар, а загартування само по собі зазвичай дає вищу твердість і глибину. Є також відмінності у хімічному складі, вміст вуглецю і хрому є зазвичай вищим, а нікелю — такий же або нижчий, ніж у цементованої броні. За балістичною міцність нецементована броня є еквівалентною цементованій, однак вона має схильність до розтріскування, як під дією снаряду, так і від внутрішніх механічних напружень. У зв'язку з цим виробництво нецементованої броні через декілька років припинилось. Типова нецементована броня містить 0,5% вуглецю, 3,5% нікелю та 2,3…2,5% хрому.
Див. також
Примітки
- Gene Slover US Navy pages
Джерела
- Brown, David K. Warrior to Dreadnought, warship development 1860–1905. — Caxton Publishing Group, 2003. — ISBN 1-84067-529-2
- Gene Slover's US Navy Pages — Naval Ordnance and Gunnery ARMOR-CHAPTER-XII-A
- Article on armour plates in 1911 edition of Encyclopædia Britannica