Нарізання зубчастих коліс
Зубчасті колеса нарізають двома способами: методом копіювання і методом обкату.
Копіювання. При нарізанні зубчастих коліс методом копіювання профіль зуба зуборізного інструменту відповідає профілю зубчастого колеса. Параметри профілю розраховують з урахуванням рівняння евольвенти inv α=tgα-α. Перевагами такого методу нарізання є можливість нарізання зубчатих коліс на горизонтально-універсальних та вертикально-фрезерних верстатах. Недоліком таких інструментів є невисока продуктивність та невисока точність нарізання зубчастих коліс. Це пов'язано з тим, що западини нарізання послідовно і після кожного окремо нарізання западини здійснюється ділення на зуб.
Обкат. При нарізанні коліс за методом обкату заготовка та інструмент здійснюють безперервний рух обкату, і в залежності від виду обробки при одному оберті інструменту нарізаюче колесо повертається на один зуб.
Інструменти для нарізання циліндричних зубчастих коліс
- Зуборізні гребінки
- Черв'ячні модульні фрези. Використовується для нарізання циліндричних коліс з прямим та косим зубом, а також для нарізання черв'ячних коліс фрези використовують на спеціальних зубофрезерних верстатах;
- Зуборізні довбачі можна використовувати на зубодовбальних верстатах для нарізання циліндричних зубчастих коліс внутрішнього та зовнішнього зачеплення, а також блоків зубчастих коліс;
- Шевери використовують для чистової обробки незагартованих зубчастих коліс, твердістю HRC<35.
Дискова модульна фреза
Призначена для нарізання зубчастих коліс великих модулів, основними параметрами є:
- діаметр фрези D;
- діаметр оправки (отвір) d;
- число зубців z
Під час проектування фрез необхідно забезпечити міцність їх окремих конструктивних елементів, необхідну кількість перезагострень, та збереження міцності зуба після перезагострення.
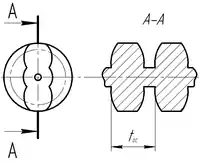
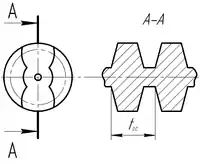
Пальцева модульна фреза
Використовується для нарізання циліндричних прямозубих, косозубих та шевронних зубчастих коліс.
Пальцева модульна фреза закріплена на оправці за допомогою різьбового отвору. Профіль чистової фрези розраховується з урахуванням модуля нарізаючого колеса використовується рівняння евольвенти. Виготовлення таких фрез досить складне і потребує контролю евольвентного профілю та використання спеціального косого затилування.
Черв'ячна модульна фреза
В основу проектування черв'ячної модульної фрези покладено черв'як з прорізаними стружковими канавками, який називається основним черв'яком.
Вид черв'яка:
- Евольвентний. Найточнішими є евольвентні черв'яки, які мають у торцевому перерізі профіль евольвенти, а в осьовому та у нормальному перерізі складний криволінійний профіль. Такі черв'яки дуже складно виготовити і тому їх замінюють менш складними у виготовленні і найбільш наближеними до евольвенти Черв'яками Архімеду;
- Черв'як Архімеду. Має у торцевому перерізі профіль спіралі Архімеду, який найбільш наближений до евольвенти, а в осьовому та нормальному перерізах має прямолінійну трапеція-подібний профіль, форма якого відповідає формі стандартної інструментальної рейки. Такий профіль не викликає технічних труднощів при виготовленні і найбільш часто використовується для проектування черв'ячних модульних фрез
- Конволютний черв'як має у торцевому перерізі профіль конволюти (подовження евольвенти і прямолінійного профілю у перерізах перпендикулярному до гвитків та западин).
При проектуванні черв'ячної модульної фрези для забезпечення її нормальної працездатності та відводу стружки, обертання фрези повинно бути зворотним напрямку стружкових канавок.
Черв'ячна модульна фреза може бути чистовою та однозаходною, чорновою і багатозаходною. При використанні однозаходних фрез за один оберт фрези зубастого колеса повертається на один зуб.
Для відводу стружки фреза має стружкову канавку з кутом нахилу ω. Канавка може бути:
- гвинтовою (якщо ω>4°)
- прямою (якщо ω<=4°)
Зуборізний довбач
Зуборізний довбач призначений для нарізання прямозубих та косозубих зубчастих коліс, як зовнішнього так і внутрішнього зачеплення. Також нарізає блоки зубчастих коліс та шевронні колеса. Для нарізання косозубих коліс та шевронних коліс зубодовбальні верстати оснащаються спеціальним пристосуваннями, що називаються гвинтовими капірами.
Недоліки довбача:
- менш продуктивні ніж черв'ячні модульні фрези і забезпечують більшу похибку кроку, нарізаючого зубчастого колеса;
- мають меншу точність евольвентного профілю через кути: γ та задній кут α;
- довбачі мають обмежену кількість зубців зубчастого колеса, що нарізаються.
Види довбача
- Дисковий довбач. Призначені для зовнішніх коліс. Зовнішнє зачеплення ділильниго діаметра для них змінюється у межах (80-200 мм), відношення довжини L до діаметра менше або дорівнює 0,5. Довбачі закріплюють на зубодовбальних верстатах у вертикальному положенні за допомогою вертикального штоселя та гайки;
- Чашкові довбачі відрізняються від дискових з більшою глибиною виточки для розміщення закріплювальної гайки;
- Хвостові довбачі використовують для нарізання зубчастих коліс внутрішнього зачеплення з максимальним модулем внутрішнього зачеплення.
Конструктивні параметри довбача
Зчеплення зуборізного довбача із нарізаючим зуборізним колесом називається верстатним, воно аналогічне корегованої зубчастої передачі.
Кожний торцевий переріз довбача можна розглядати, як кореговане зубчасте колесо, яке може мати додатну корекцію або від'ємну корекцію. Основні розрахунки довбача виконуються у вихідному перерізі.
Торцевий переріз довбача, який в процесі нарізання зубчастого колеса утворює з ним нульову передачу називається вихідним. У цьому перерізі збігаються діаметри ділильного та основного кола і всі параметри довбача відповідають стандартному евольвентному зачепленню.
Шевер
Для шевінгування профіль зуба зубчастого колеса повинен бути бочкоподібним, що забезпечує попереднім зубофрезеруванням черв'ячною модульною фрезою з модифікаційним профілем. Виходячи з того, що припуски під зубошевінгування невеликі, воно не видаляє похибок попередньої обробки а тільки збільшує пляму контакту на бокових поверхнях зуба.
Під час шевінгування осі колеса і шевера перехрещуються і колеса, що оброблюються переміщуються із вихідного положення у кінцеве у залежності від напрямку подачі при шевінгуванні.
Види шевінгування:
- З поздовжньою подачею. При цьому виді шевінгування рух паралельний осі зубчастого колеса, що шевінгується. При шевінгуванні зубчасте колесо встановлюється на оправку і вільно обертається. Під час шевінгування воно переміщується із положення на довжину робочого ходу L. Переваги: 1) схема найбільш універсальна і найпоширеніша; 2) дозволено використовувати зубчасте колесо будь-якої ширини, вузьким шевером. Недоліки: 1) невеликий період стійкості шеверу, та нерівномірне спрацювання його окремих зубців; 2) досить велика довжина L, яка впливає на продуктивність;
- З дотичною подачею. Має мінімальну довжину робочого ходу L, продуктивність збільшується у 1,5 рази у порівнянні із схемою поздовжньої подачі;
- З діагональною подачею. Здійснюється з подачею за визначеним кутом до зубчастого колеса, це зкорочує довжину робочого ходу L, але потребує правильного визначення кута, який залежить від ширини шефера. Бочкоподібна форма зубчастого колеса досягається шляхом катання столом верстату що перпендикулярний від капіру.
Для обробки циліндричних прямозубих та косозубих зубчастих коліс використовується:
- Шевери-рейки являють собою зуборізну рейку яка спряжена під час обробки із зубчастим колесом, яке встановлюють на оправку. Для обробки прямозубих коліс використовують рейки з похилим зубом. Не зважаючи на простоту конструкції шевери рейки не знайшли значного використання через складність їх виготовлення і монтажу ;
- Дискові шевери;
- Черв'ячні шевери. Найбільшу точність забезпечують нам черв'ячні шевери, але вони майже не застосовуються так як дуже складне у виготовленні.
Інструменти для нарізання конічних зубчастих коліс
Конічне зубчасте колесо може бути з прямим та криволінійним (круговим) профілем зуба.
Зубостругальний різець
Нарізання зубчастих коліс у цьому випадку здійснюється на зубостругальному верстаті.
Дискова зуборізна головка
Забезпечують більшу продуктивність ніж зубостругальні різці і використовуються на зубостругальних верстатах у багатосерійному та масовому виробництві. Призначені для нарізання конічних зубчастих коліс з прямим зубом, модулем від 3 до 8 мм на зубострогальних верстатах. В процесі роботи зуборізні головки нахилені у двох напрямках, у поперечному напрямку під кутом зачеплення зубчастого колеса, що нарізається, і у поздовжньому напрямку зубців нарізаючого колеса. Особливістю обробки є відсутність подачі уздовж довжини зуба зубчастого колеса. У цьому випадку основа западини має відповідну вгнутість, вона залежить від ширини зуба різця B. Для збереження зовнішнього діаметра різці, що встановлюються затилують по задній поверхні по спіралі Архімеду, це забезпечую збереження зовнішнього діаметра головки після перезагострень.
Кругова протяжка
Кругова протяжка являє собою диск величиною діаметра, на якому встановлюють групи чорнових та чистових зубців. Метод протягування зубців круговою протяжкою являє собою складний процес, який поєднує у собі протягування та фрезерування дисковою фасонною фрезою. У процесі різання протяжка рівномірно обертається для забезпечення необхідної швидкості різання та в окремі періоду часу здійснює поступальний рух відносно заготовки виконуючи тим самим рух поздовжньої подачі. Заготовка під час протягування нерухома. Використовуються у масовому виробництві зубчастих конічних коліс на спеціальних протяжних верстатах.
Посилання
- Справочник технолога-машиностроителя. В 2-х т. С74 Т. 2 / Под ред. А. Г. Касиловой и Р. К. Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение, 1986. 496 с., ил.