Прилади неруйнівного контролю
Прилади неруйнівного контролю — засоби, які використовують при різних методах неруйнівного контролю для визначення властивостей і параметрів й оцінки надійності потрібного об'єкта чи конструкції.
Дефектоскопи
Дефектоскоп — прилад неруйнівного контролю для виявлення та оцінки внутрішніх і поверхневих дефектів матеріалів та виробів. В залежності від методу неруйнівного контролю, дефектоскопи можна класифікувати на: вихрострумові, магнітні, ультразвукові.
Дефектоскоп — пристрій для виявлення дефектів у виробах з різних металевих і неметалічних матеріалів методами неруйнівного контролю. До дефектів відносяться порушення суцільності або однорідності структури, зони корозійного ураження, відхилення хімічного складу і розмірів та ін. Область техніки і технології, що займається розробкою і використанням дефектоскопів називається дефектоскопією. З дефектоскопами функціонально пов'язані й інші види засобів неруйнівного контролю: течешукачі, товщиноміри, твердоміри, структуроскопи, інтроскопи і стилоскопи.
Імпульсні ультразвукові дефектоскопи

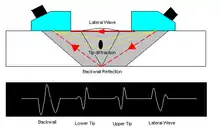
В імпульсних дефектоскопах використовуються ехо-метод, тіньовий і дзеркально-тіньовий методи контролю. Ехо-метод заснований на посилці у виріб коротких імпульсів ультразвукових коливань і реєстрації інтенсивності і часу приходу ехосигналів, відбитих від несуцільностей (дефектів). Для контролю виробу датчик еходефектоскопа сканує його поверхню. Метод дозволяє виявляти поверхневі і глибинні дефекти з різним орієнтуванням. При тіньовому методі ультразвукові коливання, зустрівши на своєму шляху дефект, відбиваються у зворотному напрямку. Про наявність дефекту судять по зменшенню енергії ультразвукових коливань або по зміні фази ультразвукових коливань, що огинають дефект. Метод широко застосовують для контролю зварних швів, рейок та ін.
Дзеркально-тіньовий метод використовують замість або на додаток до ехо-методу для виявлення дефектів, що дають слабке віддзеркалення ультразвукових хвиль у напрямі роздільно-суміщеного перетворювача. Дефекти (наприклад, вертикальні тріщини), орієнтовані перпендикулярно до поверхні, по якій переміщують перетворювач (поверхні вводу), дають дуже слабкий розсіяний і донний сигнали завдяки тому, що на їх поверхні поздовжня хвиля трансформується в головну, яка в свою чергу випромінює бічні хвилі, що забирають енергію. Приклад застосування дзеркально-тіньового методу — контроль рейок на вертикальні тріщини в шийці. За чутливістю цей метод зазвичай в 10-100 разів гірше ехо-методу.
При контролі зварних з'єднань необхідно забезпечувати ретельне прозвучування всього шва металу. Ультразвукові хвилі вводяться в шов через основний метал за допомогою похилих акустичних перетворювачів. При пошуку дефектів роблять поздовжньо-поперечне переміщення (сканування) перетворювача вздовж шва, одночасно здійснюючи його обертальний рух. Чутливість ультразвукового контролю визначається мінімальними розмірами виявлених дефектів або еталонних відбивачів (моделей дефектів). Як еталонні відбивачі зазвичай використовують плоскодонні свердління, орієнтовані перпендикулярно напрямку прозвучування, а також бічні свердління або зарубки.
Імпедансні дефектоскопи

Принцип роботи заснований на визначенні відмінності повного механічного опору (імпедансу) дефектної ділянки в порівнянні з доброякісним, для чого контрольована поверхня сканується за допомогою двох п'єзоелементів, один з яких збуджує коливання в матеріалі, а інший сприймає коливання. Імпедансні дефектоскопи призначені для виявлення дефектів, розшарувань, пористості і порушення цілісності композитних матеріалів і стільникових структур в авіабудуванні, космічній, автомобільній та інших галузях промисловості.
Резонансні дефектоскопи
Резонансний метод заснований на визначенні власних резонансних частот пружних коливань (частотою 1—10 Мгц) при збудженні їх у виробі. Цим методом вимірюють товщину стінок металевих і деяких неметалічних виробів. При можливості вимірювання з одного боку похибка вимірювання — близько 1%. Крім того, за допомогою резонансної дефектоскопії можна виявляти зони корозійного ураження. Варіантом резонансного методу є спектрально-акустична дефектоскопія.
Магнітно-порошкові дефектоскопи
Дефектоскоп дозволяє контролювати різні за формою деталі, зварні шви, внутрішні поверхні отворів шляхом намагнічування окремих контрольованих ділянок або виробу в цілому циркулярним або поздовжнім полем, створюваним за допомогою набору намагнічується пристроїв, що живляться імпульсним або постійним струмом, або за допомогою постійних магнітів. Принцип дії заснований на створенні поля розсіювання над дефектами контрольованої деталі з наступним виявленням їх магнітної суспензією. Найбільша щільність магнітних силових ліній поля розсіювання спостерігається безпосередньо над тріщиною (або над іншою несуцільне) і зменшується з видаленням від неї. Для виявлення несуцільності на поверхню деталі наносять магнітний порошок, зважений у повітрі (сухим способом) або в рідині (мокрим способом). На частку в поле розсіювання будуть діяти сили: магнітного поля, спрямована в область найбільшої щільності магнітних силових ліній, тобто до місця розташування тріщини; тяжкості; виштовхуючої дії рідини; тертя; сили електростатичної і магнітної взаємодії, що виникають між частинками. У магнітному полі частинки намагнічуються і з'єднуються в ланцюжки. Під дією результуючої сили частинки притягуються до тріщини і накопичуються над нею, утворюючи скупчення порошку. Ширина смужки (валика) з осілого порошку значно більше ширини розкриття тріщини. За цим осадженням – індикаторним малюнка визначають наявність дефектів.
Вихрострумові дефектоскопи
Принцип дії заснований на методі вихрових струмів, що полягає у порушенні вихрових струмів в локальній зоні контролю і реєстрації змін електромагнітного поля вихрових струмів, обумовлених дефектом і електрофізичними властивостями об'єкта контролю. Характеризується невеликою глибиною контролю, тобто тріщини і несуцільності матеріалу на глибині до 2 мм.
Ферозондові дефектоскопи
Ферозондові використовують метод магнітної дефектоскопії, заснований на тому, що при русі ферозонда (чутливого елемента, що реагує на зміну магнітного поля) вздовж виробу виробляються імпульси струму, форма яких залежить від наявності дефектів у виробі. Висока чутливість дефектоскопів-градієнтометрів дозволяє виявляти дефекти з шириною розкриття в кілька мікрометрів і глибиною від 0,1 мм. Можливе виявлення дефектів під немагнітним покриттям товщиною до 6 мм. Шорсткість контрольованих поверхонь — до Rz 320 мкм. Дефектоскопи-градієнтометри застосовуються для контролю литих деталей, прокату, зварних з'єднань.
Електроіскрові дефектоскопи
Принцип дії заснований на електричному пробої повітряних проміжків між дотичними поверхнями ізоляційного покриття щупом, підключеним до одного полюса джерела високої напруги, і діагностуються об'єктом, підключеним до іншого полюса джерела високої напруги безпосередньо або через ґрунт за допомогою заземлювача.
Термоелектричні дефектоскопи
Принцип дії термоелектричних дефектоскопів заснований на вимірюванні електрорушійної сили (термо-ЕРС), що виникає в замкнутому ланцюзі при нагріві місця контакту двох різнорідних матеріалів. Якщо один з цих матеріалів прийняти за еталон, то при заданій різниці температур гарячого і холодного контактів величина і знак термо-ЕРС визначатимуться хімічним складом другого матеріалу. Цей метод зазвичай застосовують в тих випадках, коли потрібно визначити марку матеріалу, з якого складається напівфабрикат або елемент конструкції (у тому числі, в готовій конструкції).
Радіаційні дефектоскопи
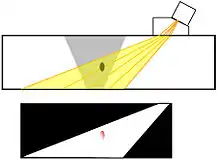
У радіаційних дефектоскопах здійснюється опромінювання об'єктів рентгенівськими, α, β і γ променями, а також нейтронами. Джерела випромінювань — рентгенівські апарати, радіоактивні ізотопи, лінійні прискорювачі, бетатрони, мікротрони. Радіаційне зображення дефекту перетворять в радіографічний знімок (радіографія), електричний сигнал (радіометрія) або світлове зображення на вихідному екрані радіаційно-оптичного перетворювача або приладу (радіаційна інтроскопія, радіоскопія).
Перший радіаційний дефектоскоп був впроваджений в 1933 році на Балтійському суднобудівному заводі винахідником Л. В. Мисовським і використовувався для виявлення дефектів лиття в товстих металевих плитах до печей «Мігге-Перроя».
Інфрачервоні дефектоскопи
Інфрачервоні дефектоскопи використовують інфрачервоні (теплові) промені для виявлення непрозорих для видимого світла включень. Так зване інфрачервоне зображення дефекту отримують в прохідному, відбитому або власному випромінюванні досліджуваного виробу. Дефектні ділянки у виробі змінюють тепловий потік. Потік інфрачервоного випромінювання пропускають через виріб і реєструють його розподіл теплочутливим приймачем.
Радіохвильові дефектоскопи
Радіодефектоскопія заснована на проникаючих властивостях радіохвиль сантиметрового і міліметрового діапазонів (мікрорадіохвиль), дозволяє виявляти дефекти головним чином на поверхні виробів зазвичай з неметалічних матеріалів. Радіодефектоскопія металевих виробів через малу проникаючої здатність мікрорадіохвиль обмежена. Цим методом визначають дефекти в сталевих листах, прутах, дроті в процесі їх виготовлення, а також вимірюють їх товщину або діаметр, товщину діелектричних покриттів і т. д. Від генератора, що працює в безперервному або імпульсному режимі, мікрорадіохвилі через рупорні антени проникають у виріб і, пройшовши підсилювач прийнятих сигналів, реєструються приймальним пристроєм.
Електронно-оптичні дефектоскопи
ЕОД призначені для дистанційного контролю високовольтного енергетичного обладнання, що знаходиться під напругою. В основі методу діагностики лежить визначення характеристик коронних (КР) і поверхнево-часткових розрядів (ПЧР), а також їх залежностей від величини напруги і ступеня забруднення ізоляції.
Капілярні дефектоскопи
Капілярний дефектоскоп являє собою сукупність приладів капілярного неруйнівного контролю. Капілярний контроль заснований на штучному підвищенні світлової і кольорової контрастності дефектної ділянки відносно неушкодженої. Методи капілярної дефектоскопії дозволяють виявляти неозброєним оком тонкі поверхневі тріщини та інші несуцільності матеріалу, що утворюються при виготовленні і експлуатації деталей машин. Порожнини поверхневих тріщин заповнюють спеціальними індикаторними речовинами (пенетрантами), проникаючими в них під дією сил капілярності. Для так званого люмінесцентного методу пенетранти складають на основі люмінофорів (гас, норіол та ін.) На очищену від надлишку пенетранта поверхню наносять тонкий порошок білого проявника (окис магнію, тальк і т. ін.), що володіє сорбційними властивостями, за рахунок чого частинки пенетранта витягуються з порожнини тріщини на поверхню, змальовують контури тріщини і яскраво світяться в ультрафіолетових променях. При так званому кольоровому методі контролю пенетранти складають на основі гасу з додаванням бензолу, скипидару і спеціальних фарбників (наприклад, червоної фарби).
Товщиномір
Товщиномір — це вимірювальний прилад, що дозволяє з високою точністю виміряти товщину шару покриття металу (такого як фарба, лак, ґрунт, шпаклівка, іржа, товщину основної стінки металу, пластмас, скла, а також інших неметалевих сполук, що покривають метал). Сучасні прилади дозволяють виміряти товщину покриття без порушення його цілісності.
Застосовується в автомобільній, суднобудівній промисловості для контролю якості лакофарбового покриття транспортних засобів, в ремонтних роботах, для визначення стану кузова або обшивки за результатами експлуатації.
У будівництві застосовується для визначення товщини покриття металу, що має в своєму складі протипожежні, антикорозійні та інші види компонентів, що використовуються при створенні конструкцій будівель.
Товщиномір застосовується в роботі експертів-оцінювачів, професійних полірувальників, контролюючих якість проведення фарбувальних робіт.
Товщиноміри діляться за принципом їх роботи, сфери застосування, а також способом вимірювань на:
- Механічні
- Електромагнітні
- Ультразвукові
- Магнітні
- Вихретокові
- Електромагнітновихретокові
Течешукач
Течешукач — прилад призначений для виявлення, локалізації та кількісної оцінки величини течі. Робота течешукачів може базуватися на різних фізичних принципах, орієнтованих як на прямі, так і на непрямі вимірювання параметрів. Кількісну оцінку течі виробляють, як правило, при використанні тестового газу. Для кількісної оцінки течі використовується відношення добутку величини тестованого обсягу на перепад тиску в ньому до одиниці часу.
Гелієві масспектрометричні течешукачі
Необхідною умовою для використання гелієвих масспектрометричних течешукачів є наявність вакууму в детекторі приладу - в масспектрометрі. Відповідно течешукачі ділять на 2 види — течешукачі для роботи з вакуумованим обладнанням і течешукачі-шніффери (від англ. Sniffer і нім. Schnüffer — нюхач) за допомогою яких фіксують течі тестового газу з тестованого обсягу в атмосферу. Шніффери є дешевшими моделями течешукачів і володіють на 4—6 порядків нижчою чутливістю, ніж течешукачі на вакуумі. Тим не менше більшість течешукачів першого типу комплектується насадками для захисту входу, які дозволяють їм працювати в режимі шніффера.
Фреонові течешукачі
Фреонові течешукачі використовуються для пошуку протікання на будь-якому обладнанні, але програють 3—4 порядки в чутливості гелієвим масспектрометричним течешукачам. Принцип дії фреонових течешукачів заснований на адсорбції тестового газу на поверхні датчика. У зв'язку з цим при детектуванні великих протікань фреонові течешукачі можуть сорбувати занадто багато фреону і будуть потрібні спеціальні процедури для релаксації датчика. З іншого боку робота на атмосферному тиску і простота датчика дозволяють створювати ручні портативні течешукачі з чутливістю до 10—7 Вт.
Див. також
Література
- Алешин Н.П., Щербинский В.Г. Радиационная, ультра-звуковая и магнитная дефектоскопия металлоизделий. – М.: Высш.шк., 1991. – 271 с.
- Білокур И.П. Дефектологія и неруйнівний контроль .– Київ: Вища шк., 1990. – 207с.
- Адаменко А.А. Сучасні методи радіаційної дефектоскопії. – Київ: Наук. думка, 1984. – 215 с.
- УТ НКТД: http://www.usndt.com.ua/ua_pro%20NK.htm
- Герасимов В.Г., Останин Ю.Я., Покровский А.Д. и др. Неразрушающий контроль качества электромагнитными методами. – М.: Энергия, 2008. 215 с.
- Білокур І.П., Коваленко В.А. Дефектоскопія матеріалів та виробів. – Київ: Техніка, 1989. – 192 с.