Багатоцільовий верстат
Багатоцільови́й (металорізальний) верста́т[1] (англ. combined metalcutting machine) або обро́бний центр (ОЦ) — багатоопераційний верстат з числовим програмним керуванням (ЧПК), що здатний проводити декілька різних видів оброблення різанням тривимірних заготовок з використанням різноманітних інструментів[1]. Багатоцільові верстати оснащуються інструментальними магазинами та пристроями для автоматичної зміни інструменту, що суттєво підвищує їхню продуктивність. На таких верстатах проводять чорнове, напівчистове та чистове оброблення заготовок, що містять безліч поверхонь обробки, а також виконують різноманітні технологічні переходи: фрезерування площин, уступів, рівців, вікон, заглибин; свердління, зенкерування, розвірчування, розточування різноманітних отворів; спеціальне розточування отворів інструментом з тонким регулюванням на розмір тощо.

Багатоцільові верстати можуть працювати із заготовками з будь-яких матеріалів, у тому числі з деревинних (МДФ, ДВП, ДСП, фанера), з композитними алюмінієвими панелями, пластиками, органічним склом, штучним і натуральним каменем, кольоровими металами, сталями, алюмінієвими та титановими сплавами тощо.
Конструктивні особливості


Багатоцільовий верстат для виконання усіх покладених на нього операцій повинен мати значно більший запас різальних інструментів з автоматичною їх зміною, порівняно з верстатами з ЧПУ, де запас інструменту обмежений і зазвичай знаходиться у револьверних головках. Найпростіші фрезерно-свердлильні верстати можуть використовувати 5-12 інструментів. Складніші багатоцільові верстати (обробні центри) мають у своєму складі інструментальні магазини із запасом 15-30, а за необхідності 50-100 і навіть більше інструментів. Для зміни інструментів передбачені автооператори, котрі видаляють зі шпинделя інструмент, що відпрацював, й переносять його у магазин, а із магазину дістається наступний інструмент та доставляється до шпинделя верстата.
Ще однією особливістю багатоцільових верстатів є наявність у багатьох з них поворотного робочого столу або поворотного ділильного пристрою з певним кутовим кроком поділу. Поворот деталі дозволяє обробити її з декількох сторін без переустановлення.
Іноді багатоцільові верстати (багатоопераційні верстати) оснащуються додатковими столами (палетами) та пристроями для автоматичної зміни заготовок. Зміну заготовки на палеті-супутнику проводять під час роботи верстата (не зупиняючи обробки деталі, яка в цей момент стоїть на іншій палеті), що сприяє зростанню продуктивності.
Основою верстатного комплексу є зварна несуча сталева станина, що забезпечує достатню стійкість всієї конструкції. За рахунок конструктивних рішень, станина відрізняється підвищеною жорсткістю. Станина є опорою для одного або декількох робочих столів.
Паралельно до станини розміщується консоль, що є основою всього інструментального комплексу багатоцільового верстата з ЧПУ. Консоль пересувається над робочим столом у горизонтальному напрямку, а встановлений на консолі супорт може додатково здійснювати поперечні та похилі рухи, забезпечуючи можливість 5-ти координатної обробки заготовок.
Переміщення по осях у багатоцільових верстатах забезпечується за допомогою високоточних сервоприводів та системи з точністю позиціювання робочих органів у межах 0,005…0,01 мм. На доповнення до цих базових функцій верстатів використовуються додаткові системи вимірювання/калібрування як інструменту, так і деталі. Застосування таких контактних та безконтактних лазерних пристроїв заощаджує час на встановлення деталі та її прив'язку до системи координат верстата. Подібні системи також дають можливість контролювати знос інструменту, взаємне розташування деталі й інструменту, геометрію оброблюваної поверхні, що загалом підвищує точність, повторюваність та якість обробки.
Тоді, як більшість багатоцільових верстатів має 3-вимірну систему переміщення інструменту відносно деталі, для обробки виробів складної форми часто потрібне керування різальним інструментом або деталлю (столом) ще по одній чи декількох додаткових координатах (осях). Для таких робіт призначені 4-, 5- та 6- координатні верстати. Часто 3-координатні верстати на замовлення можуть бути виготовлені у 4- або 5-координатному виконанні.
Система координат
Для усіх видів верстатів з ЧПК застосовують єдину систему позначень координат, рекомендовану[2] ISO (англ. International Organisation for Standartisation).
Координати позначають:
- положення осі обертання шпинделя (на верстатах з інструментом, що обертається) або осі обертання заготовки (на верстатах з обертовою заготовкою), при цьому напрям обертання інструменту/заготовки координатою не позначається
- рух подачі інструменту або заготовки (прямолінійний або обертовий).
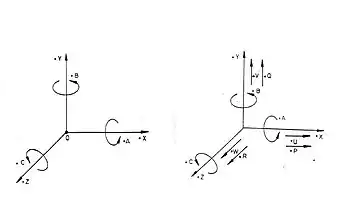
Усі прямолінійні переміщення розглядаються у 3-вимірній декартовій системі координат X, Y, Z. Обертання навколо кожної з базових (основних) осей позначають літерами А, В, С (A — обертання навколо осі X, B — навколо Y, C — навколо Z). За замовчуванням в усіх верстатах розташування осі Z збігається з віссю обертання інструменту (або заготовки — на верстатах з обертовими заготовками).
Крім переміщення по основних осях X, Y, Z, можливими є переміщення по паралельних, або «вторинних», осях (U, V, W) і третинних (P, Q, R) осях.
В окремих випадках для того, щоб на схемі розташування координат верстата показати, яким способом здійснюється рух подачі — переміщенням інструменту (спільно зі шпиндельною бабкою, повзуном, стійкою верстата тощо) або заготовки (спільно зі столом верстата) приймається таке позначення:
- переміщення інструменту позначають літерами X, Y, Z, і А, В, С;
- для переміщення заготовки використовують ті ж літери, але зі штрихом — X`, Y`, Z` і A`, B`, C`.
Наприклад, переміщення інструменту навколо осі Х при обході криволінійного контуру позначають А, повертання заготовки при обробці у поворотному пристосуванні — A`. Відповідно, для переміщень навколо осі Y використовуються позначення В і В`, навколо осі Z — C і C`.
Класифікація за компонувальними схемами
Різноманітні варіанти конструкції багатоцільових верстатів за компуванням можна об'єднати у 2 групи:
- з вертикальним компонування (вісь шпинделя розташована вертикально);
- з горизонтальним компонуванням (вісь шпинделя має горизонтальне розташування).
Вертикальне компонування

Багатоцільові верстати вертикального компонування ще можуть носити назву — «вертикально-фрезерні обробні центри» і є найпоширенішим типом багатоопераційних верстатів.
На відміну від вертикально-фрезерних верстатів, що мають колону з фіксованим на ній шпинделем, у багатоцільових верстатах вертикального компонування вертикально переміщається не стіл, а шпиндель по напрямних колони (вісь Z), а напрямні столу (осі X і Y) спираються безпосередньо на станину, яка встановлена на фундаменті . Така конструкція вертикальних фрезерних обробних центрів забезпечує їм вищу жорсткість та точність обробки порівняно з їх попередниками — фрезерними верстатами консольного типу. Ця перевага дозволяє обробляти деталі більшої маси та розмірів.
Шпиндель з інструментом має доступ лише до однієї сторони заготовки. Такі верстати вигідно застосовувати для обробки складних корпусних деталей, у котрих обсяг обробки з однієї сторони перевищує обсяг обробки з інших сторін. Якщо використовувати багатопозиційні та поворотні пристрої, що перетворюють 3-координатний верстат у 4- чи 5-коорднатний, то можна виконувати обробку деталей з декількох сторін.
Автоматичні замінники інструменту у багатоцільових верстатах з вертикальним компонуванням зазвичай мають до 24-30 позицій. Пов'язано це з тим, що конструктивно це круглий барабан, револьверного типу, вісь обертання якого розташовується вертикально або горизонтально, збільшення діаметра барабана замінника обмежується глибиною верстата.
Горизонтальне компонування
У багатоцільових верстатах верстатах з горизонтальним компонуванням шпиндель розташовується горизонтально. Ці верстати найчастіше оснащують поворотними столами, що забезпечує можливість оброблення деталей з декількох сторін. Верстати створюють за типом консольних горизонтально-фрезерних та горизонтально-розточних.
Порівняно з вертикальними, горизонтальні багатоцільові верстати мають три базові переваги:
- Горизонтальне розташування шпинделя забезпечує краще відведення стружки із зони обробки та більшу жорсткість.
- Двопалетне виконання робочого столу у поєднанні з 4-ою координатою: обертанням у горизонтальній площині (вісь «B») дозволяє заощадити час на знятті-встановленні заготовок та обробляти усі боки деталі.
- Горизонтальне розташування інструменту та можливість реалізації змінника інструменту у вигляді ланцюгової конструкції дозволяють у малому просторі розмістити більшу кількість інструменту (до 120 позицій).
Подібно до вертикальних, горизонтальні обробні центри призначені для комплексної обробки корпусних деталей з різноманітних металів, виконання широкого спектра операцій з фрезерування, свердління, зенкування, розвертування, розточування отворів по координатах тощо.
5-координатні багатоцільові верстати

Деталі складної форми вимагають обробки, при якій інструмент повинен одночасно описувати траєкторію в трьох декартових вимірах у поєднанні з нахилом інструмента та доворотом деталей (тобто ще по двох «колових» осях). Для цього в різних 5-координатних станціях може бути використана пара A+B, A+C або B+C колових осей. Такі завдання вирішуються за допомогою 5-координатних багатоцільових верстатів.
Застосування 5-координатних фрезерних обробних центрів має низку переваг над описаними вище «класичними» 3-осьовими багатоцільовими верстатами з вертикальним або горизонтальним розташуванням осі обертання шпинделя. Поява двох додаткових осей (нахилу шпинделя вліво-вправо) і обертання деталі навколо горизонтальної (на кшталт токарного верстата) або вертикальної (на кшталт токарно-карусельного верстата) осей дає можливість обробляти деталі складних профілів за один установ, заощаджуючи час обробки при гарантованій точності. Адже будь-яке перезакріплення (установ) заготовки на робочому столі вимагатиме додаткового часу, а також вноситиме додаткову похибку. Крім того, 5 координат дають можливість багатоцільовим верстатам створювати складніші у математичному плані газо- та гідродинамічні поверхні: лопаті та крильчатки пропелерів, роторів, лопаті гребних гвинтів тощо.
У загальному 5-координатні багатоцільові верстати мають такі переваги, порівняно з 3-координатними:
- стає можливим виготовляти рівці та інші заглибини складнішої конфігурації з гарантією точності внутрішнього профілю;
- з'являється можливість використання коротших фрез чим забезпечується вища точність обробки при високих швидкостях різання;
- виключається похибка базування деталі у пристосуванні, що особливо важливе для отворів під довільними кутами, включаючи великі діаметри (з появою зносостійких матеріалів фрези більші отвори стало вигідніше розфрезеровувати, ніж розточувати на верстатах);
- відсутність переустановок скорочує час обробки та виключає ймовірність появи браку з вини оператора;
- зменшується навантаження на верстат та зношування інструменту, а також підвищується якість обробки поверхні внаслідок раціональнішої орієнтації осі обертання інструменту по відношенню до поверхні деталі та траєкторії руху фрези.
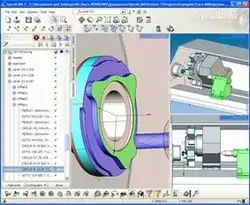
Усі ці переваги виявляються у нерозривному зв'язку з числовою системою керування (ЧПК) 5-координатними системами оброблення та із застосуванням комп'ютерних програм (CAM-систем), призначених для підготовки та попереднього опрацювання програм оброблення. CAM-системи забезпечують розрахунок траєкторії руху інструменту та її оптимізацію для збільшення швидкості обробки та зниження навантаження на систему верстат-деталь-інструмент. Попередній розрахунок траєкторій руху дозволяє виключити зіткнення між фрезою (шпинделем), деталлю та елементами верстата під час обробки, візуалізувати процес оброблення на моніторі та за допомогою комп'ютерного моделювання досягати специфічних цілей в обробці окремих ділянок деталі.
Використання
Через високу вартість багатоцільових верстатів їх використовують для обробки найбільш технологічно складних заготовок. В середньому один обробний центр може замінити до трьох-п'яти верстатів з ЧПК або п'ять-десять універсальних верстатів.
Див. також
Примітки
- ДСТУ 2298-93 Верстати металорізальні. Терміни та визначення
- ISO 841:2001 Industrial automation systems and integration. Numerical control of machines. Coordinate system and motion nomenclature (Системи промислової автоматизації та інтеграції. Числове програмне керування верстатами. Системи координат та позначення переміщень)
Джерела
- Мелехов Р.К., Грицай І.Є. Сучасні металорізальні верстати з ЧПК та інструментальні системи: Навч. посібник / Під ред. Грицая І.Є. — Львів : Видавництво «Растр-7». — 240 с.
- Бочков В. М., Сілін Р. І., Гаврильченко О. В. Металорізальні верстати : Навч. посіб. для студ. механічних спец. вищ. навч. закладів / За ред. Р.І. Сіліна. — Львів : Вид-во Нац. ун-ту «Львівська політехніка», 2009. — 268 с.
- Гжиров Р. И., Серебреницкий П. П. Программирование обработки на станках с ЧПУ: Справочник. — Л. : Машиностроение, Ленингр. Отд-ние, 1990. — 588 с.
