Свердління
Свердлі́ння (англ. drilling) — поширений технологічний метод одержання отворів різанням, вид механічної обробки матеріалів різанням, при якому за допомогою спеціального різального інструменту (свердла), що обертається, отримують отвори різного діаметра і глибини, або багатогранні отвори різного перетину і глибини. Проводиться на свердлильних, розточувальних, токарних та ін. верстатах, а також вручну — коловоротом, дрилями з ручним або механізованим (електричним, пневматичним, гідравлічним) приводом. Крім того, застосовують лазерне свердління отворів в алмазних кругах та інших виробах з матеріалів, що відзначаються низькою теплопровідністю, де термін «свердління» вживається у переносному значенні[1].


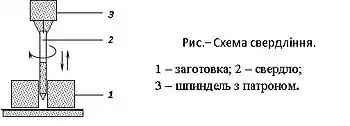
Виконання операції свердління
Як інструмент при свердлінні застосовуються свердла. Свердла виготовляють з інструментальної сталі (нелегованої, легованої або швидкорізальної) а також, вони можуть оснащуватись вставками з різальними кромками із твердих сплавів або надтвердих матеріалів. При роботі свердлувального верстату свердло закріплюється у шпинделі верстата і робить водночас обертальний рух різання і поступальний рух подачі. Деталь при цьому є нерухомою. При свердлінні під впливом сили різання відбувається відділення частинок матеріалу і утворення елементів стружки.
Рух різання (головний рух) при свердлінні — обертальний рух, рух подачі — поступальний. Найпоширенішими серед свердел є спіральні, призначені для свердління і розсвердлення отворів, глибина яких не перевищує 10 діаметрів свердла. Шорсткість поверхні після свердління Ra = 12,5…6,3 мкм, точність згідно з 11…14 квалітетами. Для одержання точніших отворів (8…9 квалітет) із шорсткістю поверхні Ra = 6,3…3,2 мкм застосовують зенкери.
Якість отвору, що отримується свердлінням забезпечується правильним вибором режимів різання, прийомів свердління, правильним розташуванням свердла відносно поверхні обробки та забезпеченням суміщення осі свердла з центром (віссю) майбутнього отвору.
Різновидами операції свердління є:
- свердління наскрізних отворів у суцільному матеріалі заготовки;
- розсвердлювання — збільшення діаметра отвору, що вже був до цього;
- засвердлювання — отримання глухого отвору у суцільному матеріалі.
Режими різання при свердлінні
До режимів різання і при свердлінні, зокрема, належать: швидкість різання, величина подачі і глибина різання.
Швидкістю різання V при свердлінні називається колова швидкість свердла, що визначається на його зовнішньому діаметрі. Швидкість різання розраховується за формулою:
- м/хв.

де: D — діаметр свердла, мм; n — частота обертання свердла, об/хв.
Величина швидкості різання залежить від виду оброблюваного матеріалу, діаметра та матеріалу свердла і форми його заточки, подачі, глибини різання й охолодження.
Подача s0 — величина переміщення свердла вздовж осі за один оберт або за один оберт заготовки (якщо обертається заготовка, а свердло рухається поступально). Вона вимірюється в мм/об. Так як свердло має дві різальні крайки, то подача на одну різальну крайку буде:
- мм/об.

Правильний вибір подачі має велике значення для стійкості різального інструменту. Завжди вигідніше працювати з великою подачею і меншою швидкістю різання, в цьому випадку свердло зношується повільніше. Однак при свердлінні отворів малих діаметрів величина подачі обмежується міцністю свердла. Зі збільшенням діаметра свердла міцність його збільшується, дозволяючи збільшувати подачу; слід врахувати, що збільшення подачі обмежується також можливостями верстата, на якому відбувається обробка.
Глибина різання t — відстань від поверхні обробки до осі свердла (тобто радіусу свердла). Визначається глибина різання свердлінні у суцільному матеріалі за формулою:
- .

При розсвердлюванні глибина різання буде
- мм

де d — діаметр отвору до обробки, мм.
При виборі режимів різання у першу чергу підбирають найбільшу подачу залежно від якості оброблюваної поверхні, міцності свердла і верстата та інших факторів (дані наведені у довідниках); потім встановлюють таку максимальну швидкість різання, при якій стійкість інструменту між переточуваннями буде найбільшою.
Подача може бути визначена за формулою[2]:
- мм/об, де — коефіцієнт, що залежить від механічних властивостей матеріалу, що обробляється, і технологічних факторів.


Допустима швидкість різання при свердлінні[2]:
- м/хв.,

де — коефіцієнт, що залежить від оброблюваного матеріалу, геометрії різальної крайки, матеріалу свердла та інших умов обробки (охолодження, глибина свердління тощо); — стійкість свердла (час роботи до нормального затуплення) у хв; — показник відносної стійкості.



Вибір способу (послідовності) обробки отворів залежно від їх розмірів, необхідної точності обробки та виду заготовки (суцільний метал, прошиті та литі отвори) проводиться за даними таблиць, у яких наведені дані про технологічну точність, що досягається при обробці отворів.
Продуктивність при свердлінні характеризується основним технологічним часом[2]:

де — довжина проходу свердла в мм у напрямку подачі.

Призначення свердління
Свердління використовується для:
- виготовлення отворів під нарізування різі, зенкерування, розвірчування або розточування;
- виготовлення отворів (технологічних) для розміщення в них кабелів, анкерних болтів, кріпильних елементів тощо;
- відділення (відрізання) заготовок з листового матеріалу;
- ослаблення зруйнованих конструкцій або видалення кріпильних елементів;
- закладка заряду вибухової речовини при добуванні природних руд.
Верстати та інструменти
Види свердл за матеріалом виготовлення


Свердління циліндричних отворів, а так само свердління багатогранних (трикутних, квадратних, п'яти- і шестигранних, овальних) отворів виконують за допомогою спеціальних різальних інструментів — свердел. Свердла в залежності від властивостей оброблюваного матеріалу виготовляються потрібних типорозмірів з наступних матеріалів:
- Вуглецеві (нелеговані) інструментальні сталі (У8, У9, У10, У12 та інші за ДСТУ 3833-98 (ГОСТ 1435-99)[3]). Свердління і розсвердлювання дерева, пластмас, м'яких металів.
- Низьколеговані інструментальні сталі (ХВГ,9ХС,9ХВГ та інші та інші за ДСТУ 3953-2000 (ГОСТ 5950-2000)[4]). Свердління і розсвердлювання деревини, пластмас, м'яких металів. Має підвищену, в порівнянні з вуглецевими, теплостійкість (до 250 °C) і швидкість різання.
- Швидкорізальні сталі (Р9, Р18, Р6М5, Р9К5 та інші за ГОСТ 19265-73[5]). Свердління всіх конструкційних матеріалів у незагартованому стані. Теплостійкість до 650 °C.
- Свердла, оснащені пластинками з твердого сплаву (ВК6,ВК8,Т5К10,Т15К6 та ін. за ДСТУ ISO 513:2015[6]). Свердління на підвищених швидкостях незагартованих сталей і кольорових металів. Теплостійкість до 950 °C.
- Свердла, оснащені боразоном. Свердління загартованих сталей і білого чавуну, скла, кераміки, кольорових металів.
- Свердла, оснащені алмазом. Свердління твердих матеріалів, скла, кераміки, каменів.
Обладнання для свердління
- Операції свердління проводяться на наступних верстатах
- Вертикально-свердлильні верстати. Свердління основна операція.
- Горизонтально-свердлильні верстати. Свердління основна операція.
- Вертикально-розточувальні верстати. Свердління допоміжна операція.
- Горизонтально-розточувальні верстати. Свердління допоміжна операція.
- Вертикально-фрезерні верстати. Свердління допоміжна операція.
- Горизонтально-фрезерні верстати. Свердління допоміжна операція.
- Універсально-фрезерні верстати. Свердління допоміжна операція.
- Токарні верстати. Свердло нерухоме, а оброблювана заготовка обертається.
- Токарно-затиловочні верстати. Свердління допоміжна операція. Свердло нерухоме.
- Ручні інструменти
- Механічні дрилі. Свердління з використанням мускульної сили людини.
- Електричні дрилі. Свердління на монтажі переносним електроінструментом (зокрема ударно-обертальне свердління).
- Професійні дрилі з пневмо- та гідроприводом.
- Перфоратори. Пробивання отворів буром, як зубилом, з механізованим обертанням бура.
Допоміжні заходи при свердлінні
Для полегшення процесів свердлення застосовують наступні заходи:
- Охолоджування. Змащувально-охолоджувальні рідини і гази (вода, емульсії, олеїнова кислота, вуглекислий газ, графіт і др.)
- Ультразвук. Ультразвукові вібрації свердла збільшують продуктивність і забезпечують подрібнення стружки.
- Підігрів. Підігрівом знижують твердість важкооброблюваних матеріалів.
- Удар. При ударно-обертальному свердлінні (бурінні) каміння, бетону.
Способи свердління
Розрізняють такі способи та прийоми свердління:
1. Свердління по розмітці. По розмітці свердляться поодинокі отвори. Попередньо на деталь наносять осьові риски, потім керном роблять поглиблення у центрі отвору. Свердління здійснюють у два прийоми: спочатку виконують пробне свердління, а потім остаточне.
2. Свердління глухих отворів на задану глибину здійснюють за втулковими упорами на свердлі. Свердлильні верстати можуть мати механізми подачі з лімбом, по якому визначають хід свердла на задану глибину.
3. Свердління отворів у площинах розташованих під кутом проводять у такій послідовності: спочатку готують майданчик перпендикулярно до осі просвердлюваного отвору (фрезерують або зенкують), між площинами вставляють дерев'яні вкладиші або підкладки, потім свердлять отвір, як звичайно.
4. Свердління точних отворів: у цьому випадку свердління здійснюють у два прийоми. Перший прохід роблять свердлом, діаметр якого менший на 1…3 мм від діаметра отвору. Після цього отвір свердлять у розмір добре заправленим свердлом.
5. Свердління по кондуктору виконують у тих випадках, коли потрібно отримати вищу точність, а також при великій партії однакових деталей чи свердлінні з використанням багатошпиндельних свердлильних головок. Цей спосіб набагато продуктивніший від свердління по розмітці, оскільки відпадає потреба в самій розмітці.
6. Свердління глибоких отворів. Глибоким свердлінням називають свердління отворів на глибину, яка перевищує діаметр свердла у п'ять і більше разів. Залежно від технології розрізняють суцільне й кільцеве свердління.
Охолоджування при свердлінні

Великою проблемою при свердлінні є сильне розігрівання свердла і оброблюваного матеріалу через тертя. У місці свердління температура може досягати декількох сотень градусів Цельсія.
При сильному розігріванні матеріал може почати горіти або плавитися. Багато матеріалів при сильному розігріванні втрачають твердість, в результаті різальні крайки сталевих свердел починають швидше зношуватися, через що тертя тільки посилюється, що, у результаті, призводить до швидкого виходу свердел із ладу і різкого зниження ефективності свердління.
Для боротьби з розігріванням, застосовують охолодження за допомогою охолоджувальних або змащувально-охолоджувальних рідин. При свердлінні на верстаті за звичай організовують подачу рідини безпосередньо до місця свердління. Подача охолоджувальної рідини також може здійснюватися через канали в самому свердлі, якщо це дозволяє верстат. Такі канали робляться у багатьох цілісних свердлах та у всіх корпусних. Внутрішня подача рідини для охолодження є необхідною під час свердління глибоких отворів (глибиною 10 і більше діаметрів). При цьому важливим є не лише охолодження, а і видалення стружки. Потік мастильно-холоджувальної рідини вимиває стружку із зони різання, що дозволяє уникнути її пакетування чи повторного різання. При свердлінні ручним інструментом свердління час від часу переривають для видалення стружки та охолодження свердла шляхом його занурення у ємність із рідиною.
Примітки
- Свердління // Українська радянська енциклопедія : у 12 т. / гол. ред. М. П. Бажан ; редкол.: О. К. Антонов та ін. — 2-ге вид. — К. : Головна редакція УРЕ, 1974–1985.
- Сверление // Большая советская энциклопедия : в 30 т. / главн. ред. А. М. Прохоров. — 3-е изд. — М. : «Советская энциклопедия», 1969—1978. (рос.)
- ДСТУ 3833-98 (ГОСТ 1435-99) Прутки, штаби та мотки з інструментальної нелегованої сталі. Загальні технічні умови та визначення основних понять.
- ДСТУ 3953-2000 (ГОСТ 5950-2000) Прутки, штаби та мотки з інструментальної легованої сталі. Загальні технічні умови.
- ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия.
- ДСТУ ISO 513:2015 (ISO 513:2012, IDT) Матеріали тверді різальні для зняття стружки з певними різальними крайками. Класифікація та застосування. Позначення основних груп щодо зняття стружки і груп щодо застосування.
Джерела
- Основи формоутворення поверхонь при механічній обробці: Навчальний посібник/ Н. С. Равська, П. Р. Родін, Т. П. Ніколаєнко, П. П. Мельничук.— Ж.: ЖІТІ, 2000. — 332 с. — ISBN 966-7570-07-X
- Металорізальні інструменти [Текст]: навч. посібник. Ч. 2 / П. Р. Родін [та ін.] ; Київський політехнічний ін-т. — К.: ІСДО, 1993. — 180 с. — ISBN 5-7763-1585-4
- Технологія конструкційних матеріалів: Підручник / М. А. Солгуб, І. О. Рожнецький, О. І. Некоз та ін..; За ред. М. А. Сологуба. — 2-ге вид., перероб. і допов. — К.:Вища школа, 2002. — 374 с. — ISBN 966-642-033-3
- Атаманюк В. В. Технологія конструкційних матеріалів: Навч. посіб. для вищ. навч. закл. / В. В. Атаманюк. — К. : Кондор, 2006. — 526 с. — ISBN 966-351-001-3
- Грицай І. Є., Кукляк М. Л. Різання металів. Ч.1. Теорія різання: Навч. посібник. — Львів: — Вид-во Національного ун-ту «Львівська політехніка», 2005. — 138 с. — ISBN 966-553-445-9
- Металорізальні інструменти. Проектування. Навч. посібник / Кукляк М. Л., Афтаназів І. С., Юрчишин І. І. — Львів: Вид-во Національного університету «Львівська політехніка», 2003. — 556 с. — ISBN 966-553-281-2
- Справочник технолога-машиностроителя: в 2 т. / ред. Дальский А. М., Косилова А. Г., Мещеряков Р. К., Суслов А. Г. — 5-е изд., испр. — М.: Машиностроение, 2003. — ISBN 5-217-03083-6. — ISBN 5-94275-013-0
- Т. 1. — 2003. — 912 с. — ISBN 5-217-03084-4, ISBN 5-94275-014-9;
- Т. 2. — 2003. — 943 с. — ISBN 5-217-03085-2, ISBN 5-94275-015-7.
Посилання
- Свердління // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 176. — ISBN 978-966-7407-83-4.
- Свердління // Універсальний словник-енциклопедія. — 4-те вид. — К. : Тека, 2006.
- Свердління зенкерування і розвірчування на сайті «Слюсарна справа».
- Рекомендації зі свердління різних матеріалів на сайті «Ліга Інструмент».
