Гарматне свердло
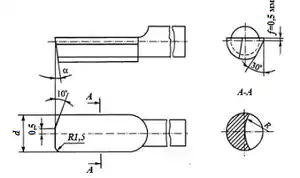
Гарма́тне свердло́ (напівкру́гле свердло́) — свердло для глибокого свердління у вигляді циліндричного стрижня з інструментальної сталі, у якого на робочому кінці зрізано частину матеріалу так, що утворена при цьому передня поверхня розташовується вище за центр на величину f, що дорівнює 0,2…0,5 мм.

Використання
Використовується для отримання отворів, довжина яких перевищує діаметр у 5…10 разів. При свердлінні глибоких отворів, у яких глибина перевищує діаметр у 5 і більше разів, обертального руху надають заготовці, а поступального — свердлу. При цьому відхилення осі отвору вбік значно зменшується.
Гарматне свердло працює з направленням по поверхні просвердленого отвору. Для цього воно має значну за площею опорну поверхню, з якою стикається зі стінкою поверхні обробки.
Основні геометричні характеристики
Напівкруглі свердла застосовують для свердління глибоких отворів діаметром до 3…12 мм, рідко до 50 мм. При більших діаметрах отвору віддають перевагу свердлам типу ВТА[1] (або STS — англ. single tube system) свердло[2]. Свердло має головну різальну кромку, розташовану під прямим кутом до осі свердла, і допоміжну кромку, нахилену під кутом 10°. Для зменшення тертя на торці свердла загострюють задній кут на α = 8…10°. Зменшення тертя між свердлом і стінками отвору досягається виготовленням незначного зворотного конуса свердла, в межах 0,04…0,05 мм на 100 мм довжини, уздовж свердла робиться калібрувальна стрічка шириною 0,5…1 мм і по всій довжині опорної поверхні робиться лиска під кутом 30°.
В результаті розташування передньої поверхні вище за вісь обертання утворюється невеликий позитивний передній кут для бічної фаскової ріжучої кромки.
Переваги
Завдяки доброму спрямуванню такого свердла забезпечується отримання точного та чистого отвору.
Недоліки
Виходячи з описаної конструкції, таке свердло має нераціональну геометрію, створює значні сили тертя унаслідок великої опорної поверхні, працює без охолоджування. Основним недоліком гарматного свердла є поганий вихід стружки, внаслідок чого доводиться часто виводити свердло з отвору і застосовувати потужне охолодження. Однак при великій глибині свердління охолоджувальна рідина до різальних кромок надходить недостатньо, тому свердло швидко зношується. Ця проблема у певній мірі вирішується у рушничних свердлах, виконаних у вигляді трубок із внутрішнім підведенням охолоджувальної рідини. Внаслідок важких умов різання гарматні свердла працюють при низьких режимах різання: швидкість різання 10…18 м/хв, подача 0,01…0,08 мм/об. Значного збільшення швидкості різання та стійкості інструменту можна досягти при використанні пластин з твердого сплаву. Через ці недоліки при обробці глибоких отворів малих діаметрів перевагу віддають рушничним свердлам.
Примітки
- англ. Boring and Trepanning Association — Асоціація фахівців зі свердління та виготовлення кільцевих пазів
- BTA Deep Hole Drilling Machines
Джерела
- Металорізальні інструменти [Текст] : навч. посібник. Ч. 2 / П. Р. Родін [та ін.] ; Київський політехнічний ін-т. — К. : ІСДО, 1993. — 180 с. : іл. — ISBN 5-7763-1585-4
- Филиппов Г. В. Режущий инструмент. — Л.: Машиностроение. Ленингр. отд-ние, 1981. — 392 с.
Посилання
- Drilling Rifle Barrels на сайті Lilja Precision Rifle Barrels Inc. (англ.)
- What is gun drilling? Архівовано 11 січня 2013 у Wayback Machine. на сайті UNISIG (англ.)
