Свердло
Све́рдло́[1], або све́рдел[2], рідше бура́в[3] — осьовий різальний інструмент для утворення наскрізного (свердління) глухого (засвердлювання) отвору у суцільному матеріалі та (або) збільшення діаметра (розсвердлювання) наявного отвору[4].

Будова спірального свердла
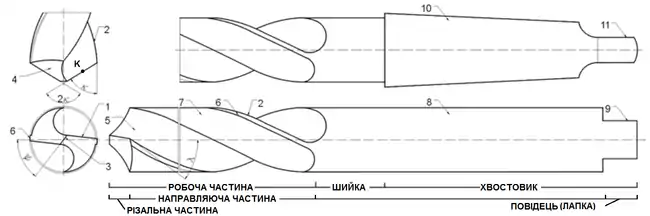
Спіральне свердло має вигляд циліндричного стрижня, робоча частина якого оснащена двома рівцями, виконаними по гвинтовій спіралі, що призначені для утворення різальних елементів та відведення стружки.
- Робоча частина, у яку входить:
- Ріжуча частина, що має дві головні різальні окрайки (1), утворені перетинанням передніх гвинтових поверхонь (5) рівців, якими сходить стружка, з задніми поверхнями (4), а також поперечну різальну кромку (перемичку) (3), утворену перетином задніх поверхонь.
- Напрямна частина має дві поміжні різальні окрайки (2), утворені перетинанням передніх поверхонь (5) з поверхнею напрямної стрічки (6) (вузька смужка на циліндричній поверхні свердла, розташована вздовж гвинтового рівця і забезпечує спрямування свердла при різанні, а також зменшення тертя бічної поверхні до стінки отвору).
- Хвостовик, що служить для закріплення та центрування свердла на верстаті або у ручному свердлильному обладнанні, буває конусної (10) або циліндричної (8) форми і містить:
- Повідець (9) для передавання крутного моменту до свердла або лапку (11) для вибивання свердла з конусного гнізда.
- Шийка, що забезпечує вихід шліфувального круга при шліфуванні робочої частини свердла.
Геометрія спірального свердла

Різальна частина характеризується переднім кутом γ та заднім кутом α, кутом біля вершини свердла 2κ, кутом нахилу поперечної різальної кромки ψ та кутом нахилу гвинтової лінії свердла λ.
Передній кут
Передній кут γ в точці К вимірюють у головній січній площині. Він утворюється дотичною, проведеною через точку К до передньої поверхні, та лінією, що проходить через цю точку перпендикулярно до площини різання. Величина переднього кута зменшується при наближенні до осі свердла. На серцевині свердла γ = 0° при нормальній формі заточування, а при підточуванні поперечної кромки кут γ з наближенням до серцевини стає від'ємним. На поперечній окрайці свердла передній кут має великі від'ємні значення (до −60°). Тому поперечна кромка метал не ріже, а витискує його під різальні кромки. На це витрачається 50…65 % осьової сили та до 15 % крутного моменту. Довжина поперечної кромки визначається діаметром серцевини свердла dc. Зі зменшенням діаметра серцевини зменшується довжина поперечної окрайки, але при цьому знижується міцність свердла. Для швидкорізальних свердел dc = (0,12…0,2)D, для твердосплавних свердел dc = 0,25D. У свердел малого діаметра, призначених для обробки важкооброблюваних матеріалів, товщину серцевини збільшують до (0,32…0,35)D.
Задній кут
Задній кут α також вимірюється у головній січній площині. Кут α утворюється дотичною до задньої поверхні, проведеною через точку К, і площиною різання. Значення заднього кута при наближенні до осі свердла збільшується. В залежності від діаметра свердла α = 8…14° на периферії і α = 20…25° біля серцевини свердла.
Кут біля вершини
Перетин різальних кромок утворює кут біля вершини свердла 2κ (часто позначають 2φ). Кут 2κ впливає на величину складових сили різання, довжину різальної кромки та розміри перерізу стружки. При збільшенні кута 2κ зменшується довжина різальної кромки, зростають сили різання, що діють на одиницю довжини різальної кромки, тому свердло швидше спрацьовується, але при цьому збільшується товщина стружки, яка буде легше сходити по гвинтових рівцях, вона менше деформується, що обумовлює зниження моменту опору обертанню свердла. Досліди показують, що при зменшенні кута 2κ із 140° до 90° осьова сила зменшується на 40…50 %, а крутний момент опору зростає на 25…30 %. Значення цього кута вибирається з врахуванням властивостей матеріалу, що обробляється. Для обробки конструкційних сталей та чавунів 2κ = 116…118°. При обробці жаротривких сталей, алюмінієвих сплавів і твердих чавунів кут 2κ повинен становити 125…150°. При обробці твердих бронз, деревини чи пластмас кут 2κ зменшується до 80…110°.
Кут нахилу поперечної кромки
Кут нахилу поперечної кромки ψ лежить в площині, перпендикулярній до осі свердла, і утворюється проєкціями різальної кромки та поперечної кромки на цю площину. Величина кута ψ знаходиться в межах 50…55°.
Кут нахилу гвинтової лінії
Кут нахилу гвинтової лінії стрічок λ визначається між віссю свердла і дотичною до гвинтової лінії стрічки. Величина цього кута впливає на міцність і жорсткість свердла та на умови виходу стружки. Зі збільшенням кута λ збільшується передній кут γ, тому стружка легше зрізується і легше відводиться, зростає жорсткість свердла на скручування, але знижується жорсткість в осьовому напрямі. Зменшення осьової сили і моменту опору відбувається при зростанні кута λ до 25…35°. При подальшому збільшенні кута λ сили різання не зменшуються, але знижується міцність леза біля периферії. Свердла діаметром до 10 мм мають кут λ = 25…28°, а для більших діаметрів λ = 30…35°. Для обробки в'язких матеріалів (алюмінієві сплави, мідь) рекомендуються свердла з λ = 35…45°. З метою зниження тертя між стрічками і стінкою отвору, діаметр напрямної частини зменшується в напрямі до хвостовика (0,03…0,12 мм на 100 мм довжини).
Класифікація свердел

Хвостовики свердел: 1, 2 — циліндричний; 3 — SDS-plus; 4 — шестигранник; 5 — чотиригранник; 6 — тригранник; 7 — для шуруповертів
За конструкцією робочої частини
- Спіральні (гвинтові) — найпоширеніші свердла з діаметром від 0,1 до 80 мм та довжиною робочої частини до 275 мм універсального використання.
- Плоскі (перові) — використовуються при свердлінні отворів великих діаметрів і глибин. Різальна частина має вигляд пластини (лопатки), що кріпиться у державці чи борштанзі або виготовляється заодно з хвостовиком. Сфера застосування подібна до свердл Форстнера, проте з меншою точністю та чистотою обробки
- Спіральні для глибокого свердління (10D ≥ L ≥ 5D) — подовжені гвинтові свердла з двома гвинтовими каналами для внутрішнього підведення охолоджувальної рідини. Гвинтові канали проходять через тіло свердла або через трубки, що запаяні у рівці, попередньо профрезеровані на спинці свердла.
- Одностороннього різання (для глибокого свердління) — застосовуються для виконання точних отворів при глибокому свердлінні (10D ≥ L ≥ 300D) за рахунок наявності напрямної (опорної) поверхні (різальні кромки розташовані по один бік від осі свердла)[5].
- Гарматні (напівкруглі) — мають вигляд стрижня, у якого робоча частина зрізана наполовину, що утворює канал для відведення стружки. Для спрямування свердла попередньо просвердлюють отвір глибиною 0,5…0,8D.
- Рушничні (трубчасті) — застосовуються для свердління отворів великої глибини. Виготовляються з трубки, обтискаючи яку отримують прямий рівець для відводу стружки з кутом 110…120° і порожнину для підведення охолоджувальної рідини. Різальну частину виконують у вигляді твердосплавної пластинки або голівки. Такі свердла можуть виконуватись і суцільно твердосплавними з припаюванням робочої частини до хвостовика.
- ВТА[6] (або STS — англ. single tube system) свердла[7] оснащуються зовнішньою подачею змащувально-охолоджувальної рідини і внутрішнім каналом для видалення стружки. Рідину нагнітають між трубкою свердла та стінкою отвору, що свердлиться, причому швидкість подавання рідини настільки велика, що вона здатна забезпечити ефективне видалення стружки через трубку свердла і свердлильний шпиндель назад до впускного отвору.

- Ежекторні свердла — свердла, у яких змащувально-охолоджувальна рідина під великим (100…350 МПа) тиском підводиться у зону різання через щілину між зовнішньою і внутрішньою трубами, а стружка відводиться через внутрішній канал. Щілина між трубами сполучена з невеликими за діаметром нахиленими або радіальними отворами, спрямованими до осі свердла, за рахунок чого і створюється ефект ежекції.
- Кільцеві (корончасті) — свердла у вигляді пустотілого циліндра, що перетворюють у стружку лише вузьку кільцеву частину матеріалу на периметрі отвору, що обробляється. Випускаються у розмірах від 12 мм до 200 мм (і більше під замовлення). Типова довжина кільцевого свердла 30 мм, 55 мм, 75 мм, 110 мм.
- Центрувальні — застосовують для свердління центрових отворів в деталях. Виготовляються за ГОСТ 14034-74[8] з діаметром свердлильної частини до d = 10 мм, затискної до D = 25 мм.
- Східчасті — для свердління одним свердлом отворів різного діаметра в листових матеріалах.
За конструкцією хвостовиків
За конструкцією хвостової частини свердла бувають:
- Циліндричні
- Конічні
- Чотиригранні
- Шестигранні
- Тригранні
- SDS
Свердла, що призначені для звичайної дрилі, мають циліндричний хвостовик. Хвостовик бура для перфораторів має різну конфігурацію, зазвичай це хвостовик SDS-plus, SDS-top, SDS-max тощо.
Матеріали
Свердла виготовляють з інструментальних (нелегованих, легованих та швидкорізальних, а також, їх оснащують пластинками з твердих сплавів чи різальною частиною з надтвердих матеріалів. Вид матеріалу свердла обирається залежно від властивостей матеріалу обробки:
- інструментальні вуглецеві сталі (У8, У9, У10, У12 та інші за ДСТУ 3833-98 (ГОСТ 1435-99)[9]) для свердління і розсвердлювання деревини, пластмас, м'яких металів;
- леговані інструментальні сталі (ХВГ,9ХС,9ХВГ та інші за ДСТУ 3953-2000 (ГОСТ 5950-2000)[10]) для свердління і розсвердлювання деревини, пластмас, м'яких металів. Має підвищену, в порівнянні з вуглецевими, теплостійкість (до 250 °C) і швидкість різання;
- щвидкорізальні сталі (Р9, Р18, Р6М5, Р9К5 та інші за ГОСТ 19265-73[11]) для свердління всіх конструкційних матеріалів у незагартованому стані. Теплостійкість до 650 °C;
- свердла, оснащені пластинками з твердих сплавів (ВК6,ВК8,Т5К10,Т15К6 та інші за ДСТУ ISO 513:2015[12]) для свердління на підвищених швидкостях незагартованих сталей і кольорових металів. Теплостійкість до 950 °C;
- свердла з боразоновою (ельборовою) різальною частиною для свердління загартованих сталей і білого чавуну, скла, кераміки, кольорових металів.
- Свердла оснащені алмазом для свердління твердих матеріалів, скла, кераміки, каменів.
Галерея зображень


 Кільцеве алмазне свердло
Кільцеве алмазне свердло
 Свердло з твердосплавною пластиною
Свердло з твердосплавною пластиною
Свердління
Процес свердління отвору складається з двох поєднаних рухів:
- обертального — руху різання (обертатися може як свердло так і деталь);
- поступального — руху подачі в осьовому напрямку.
Пристрої для обертання свердел
- Свердлильний верстат — використовується здебільшого в промисловому виробництві
- Дриль — найпоширеніший інструмент для свердління, може бути ручним й електричним
- Коловорот — інструмент для свердління, споряджений корбою (коловоротом)
- Вороток — пристрій для ручного обертання великих свердел
Нормативні документи
ДСТУ ISO 494:2018 Свердла із циліндричними хвостовиками. Подовжена серія (ISO 494:2017, IDT).
ДСТУ ISO 866:2018 Свердла центрувальні для свердління центрових отворів без запобіжних фасок. Тип A (ISO 866:2016, IDT).
ДСТУ ISO 2540:2018 Свердла центрувальні для свердління центрових отворів із запобіжною фаскою. Тип В (ISO 2540:2016, IDT).
ДСТУ ISO 2541:2018 Свердла центрувальні для свердління центрових отворів криволінійного профілю. Тип R (ISO 2541:2016, IDT).
Примітки
- Свердло // Словник української мови : в 11 т. — К. : Наукова думка, 1970—1980.
- Свердел // Словник української мови : в 11 т. — К. : Наукова думка, 1970—1980.
- Бурав // Словник української мови : в 11 т. — К. : Наукова думка, 1970—1980.
- ДСТУ 2233-93 Інструменти різальні. Терміни та визначення.
- Solid drilling tools. Архів оригіналу за 13 грудня 2012. Процитовано 23 грудня 2012.
- англ. Boring and Trepanning Association — Асоціація фахівців зі свердління та виготовлення кільцевих пазів
- BTA Deep Hole Drilling Machines
- ГОСТ 14034-74 Отверстия центровые. Размеры.
- ДСТУ 3833-98 (ГОСТ 1435-99) Прутки, штаби та мотки з інструментальної нелегованої сталі. Загальні технічні умови та визначення основних понять.
- ДСТУ 3953-2000 (ГОСТ 5950-2000) Прутки, штаби та мотки з інструментальної легованої сталі. Загальні технічні умови.
- ГОСТ 19265-73 Прутки и полосы из быстрорежущей стали. Технические условия.
- ДСТУ ISO 513:2015 (ISO 513:2012, IDT) Матеріали тверді різальні для зняття стружки з певними різальними крайками. Класифікація та застосування. Позначення основних груп щодо зняття стружки і груп щодо застосування.
Джерела
- Основи формоутворення поверхонь при механічній обробці: Навчальний посібник/ Н. С. Равська, П. Р. Родін, Т. П. Ніколаєнко, П. П. Мельничук.— Ж.: ЖІТІ, 2000. — 332 с. — ISBN 966-7570-07-X
- Металорізальні інструменти [Текст]: навч. посібник. Ч. 2 / П. Р. Родін [та ін.] ; Київський політехнічний ін-т. — К.: ІСДО, 1993. — 180 с. : іл. — ISBN 5-7763-1585-4
- Равська Н. С. Металорізальні інструменти: підручник / Н. С. Равська, П. П. Мельничук, Р. П. Родін ; Житомир. держ. технол. ун-т. — Житомир: ЖДТУ, 2016. — 611 с. — ISBN 978-966-683-465-5
- Режущий инструмент: учебник для студ. вузов, обучающихся по направлению подгот. дипломир. специалистов «Конструкторско-технологическое обеспечение машиностроительных производств» / Д. В. Кожевников [и др.] ; ред. С. В. Кирсанов. — 2.изд., доп. — М.: Машиностроение, 2005. — 526 с. — ISBN 5-217-03314-2
Посилання
- Свердло // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 176. — ISBN 978-966-7407-83-4.
