Зварне з'єднання
Зварне́ з'є́днання (англ. welding joint) — нерознімне з'єднання заготовок, яке виконується зварюванням[1].

Основні види зварних з'єднань, конструктивні елементи крайок і швів, граничні відхилення розмірів і раціональні діапазони товщини елементів, що сполучаються, для швів усіх типів регламентуються державними та міждержавними стандартами й галузевими нормалями.
Основні терміни

Для зварних з'єднань властива сукупність зон, що утворюються в матеріалі сполучених зварюванням елементів. Зони відрізняються від основних матеріалів та між собою за хімічним складом, структурою, фізичними й механічними властивостям, мікро- і макронапруженостями.
Зварне з'єднання має три характерні зони, що утворюються під час зварювання: зону зварного шва, зону сплавлення і зону термічного впливу, а також частину основного металу, що прилягає до зони термічного впливу.
Зварний шов — ділянка зварного з'єднання, яка утворилася внаслідок оплавлення та кристалізації металу з'єднуваних поверхонь або внаслідок їхньої пластичної деформації під час зварювання тисненням, або внаслідок поєднання оплавлення, кристалізації та деформації з'єднуваних поверхонь[1].
Шви всіх типів розрізняють:
- за технікою накладення: виконані «напрохід», від середини до кінців, зворотноступінчастим способом;
- за розташуванням у просторі при зварюванні: вертикальні, горизонтальні, нижні, стельові;
- за технікою утворення перетину: одношарові і багатошарові тощо.
Зони зварного з'єднання[1]:
Метал шва (зварний шов) — сплав, утворений розплавленими основним та присадним металами або лише переплавленим основним металом.
Основний метал — метал заготовок, який з'єднують зварюванням.
Зона сплавлення — зона частково оплавлених під час зварювання зерен основного металу на межі з металом шва.
Зона термічного впливу — ділянка основного металу, розташована біля металу шва, структура і властивості якої змінилися в результаті нагрівання під час зварювання чи наплавлення. У зоні термічного впливу основний матеріал не зазнає розплавлення, але на окремих ділянках в результаті дії нагріву і охолоджування по-різному змінює властивості і структуру. У найзагальнішому випадку зварки плавленням низьковуглецевої сталі зона термічного впливу зварного з'єднання меже бути розбита на декількох ділянок, перелічених нижче у порядку за напрямком віддалення від зони сплавлення:
- ділянка перегріву, яка примикає безпосередньо до зони сплавлення. Матеріал на цій ділянці перегріву нагрівається вище за 1100 °С і набуває грубозернистої структури, що обумовлює пониження його в'язкості.
- на ділянці перекристалізації (нормалізації) матеріал нагрівається в інтервалі температур від 900 до 1100 °С, що викликає значне подрібнення зерна і підвищення в'язкості.
- на ділянці часткової перекристалізації метал нагрівається в інтервалі температур від 700 до 900 °С і характеризується нерівномірністю структури або частковим подрібненням зерна
- на ділянці рекристалізації при нагріві матеріалу від 500 °С до температури, відповідної критичній точці A1 , спостерігається зниження міцності, у деяких випадках — зменшення пластичності.
- на ділянці старіння при нагріві від 100 до 500 °С матеріал не має видимих змін структури, але відрізняється від вихідного основного матеріалу зниженою в'язкістю, найрізкіше вираженою в інтервалі 100…300 °С.
Ширина зони термічного впливу при зварюванні сталі залежить від способу зварювання, технологічного процесу, теплового режиму зварювання, теплофізичних властивостей основного металу тощо.
Основні типи зварних з'єднань
За взаємним розташуванням елементів, що сполучаються зварні з'єднання поділяються на[1]:
- стикове — зварне з'єднання двох заготовок, складених одна до одної торцевими поверхнями;
- внапусток — зварне з'єднання двох заготовок, складених паралельно бічними поверхнями так, що частково перекривають одна одну;
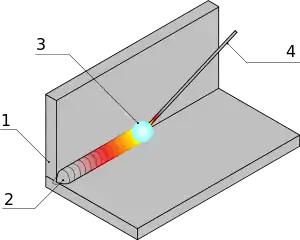
- кутове — зварне з'єднання двох заготовок, складених крайками під кутом;
- таврове (Т-подібне) — зварне з'єднання двох заготовок, у якому торцева поверхня однієї заготовки складена під кутом до бічної поверхні іншої;
- торцеве — зварне з'єднання двох заготовок, які складені бічними поверхнями.
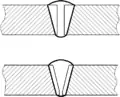 Стикове зварне з'єднання. Вгорі - без обробки крайок, внизу - із симетричною V-подібною обробкою крайок під зварювання
Стикове зварне з'єднання. Вгорі - без обробки крайок, внизу - із симетричною V-подібною обробкою крайок під зварювання Двостороннє внапусткове зварне з'єднання
Двостороннє внапусткове зварне з'єднання Таврове зварне з'єднання із симетричною обробкою крайок під зварювання
Таврове зварне з'єднання із симетричною обробкою крайок під зварювання Кутове зварне з'єднання з односторонньою обробкою крайок під зварювання
Кутове зварне з'єднання з односторонньою обробкою крайок під зварювання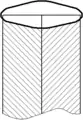 Торцеве зварне з'єднання.
Торцеве зварне з'єднання.
Властивості зварних з'єднань
Якість зварних з'єднань визначається їх працездатністю, стійкістю до крихких і втомних руйнувань[2].
Працездатність зварних з'єднань обумовлюється комплексною сукупністю властивостей зон, що чергуються, — прошарків, які відрізняються від основного матеріалу та між собою міцнісними властивостями. Прошарки з вищими міцнісними властивостями умовно називають твердими, а суміжні з ними прошарки з нижчими міцнісними властивостями — м'якими. Залежно від властивостей основного матеріалу, зварювальних матеріалів, способу і режиму зварювання й термообробки, а також температурно-швидкісних умов навантажування м'якими прошарками можуть бути: зварний шов, зона сплаву, знеміцнена ділянка зони термічного впливу, проміжні включення інших (різнорідних щодо основного) матеріалів. М'які прошарки служать локалізаторами деформацій: при досить малій відносній товщині вони не знижують навантажувальної здатності зварних з'єднань, при порівняно великій товщині їхні властивості обмежують міцність зварних з'єднань. При розрахунку, проектуванні та виготовленні зварних конструкцій враховують ступінь впливу напружено-деформованого стану на працездатність зварних з'єднань, точність їх розмірів і форми, а також на стабільність цих характеристик при експлуатації. При цьому розрізняють зону пластичних деформацій, зону пружних деформацій, власні залишкові напруження (розтягу і стиску)[2].
Стійкість зварних з'єднань до крихких і втомних руйнувань залежить від властивостей матеріалу і наявності в них концентраторів напружень та деформацій. Концентратори бувають конструктивного походження (ділянка різкої зміни перетину зварного з'єднання, наприклад перехід від шва до основного металу в тавровому з'єднанні чи з'єднанні внапусток), технологічного походження (неплавні переходи з вхідними кутами в місці посилення шва, непровари, несплави та підрізи), фізико-хімічного походження (пори, шлакові включення, холодні та гарячі тріщини у швах і зоні термічного впливу).
Утворення зварних з'єднань супроводить термопластичний процес деформування основного матеріалу, який найяскравіше виражений для сталевих зварних з'єднань. Цей процес обумовлює появу крихкості на деяких ділянках зони термічного впливу. Найкрихкішим стає метал унаслідок старіння, що відбувається в процесі деформування металу при температурах 150…300 °С. За цих умов зварні з'єднання мають обмежену стійкість до крихких руйнувань.
Утворення зварних з'єднань супроводжується зменшенням розмірів елементів, що сполучаються, в поздовжньому і поперечному напрямах, тобто поздовжньою і поперечною усадкою, що слід враховувати при проектуванні та виготовленні зварних виробів.
Нормативні документи
- ДСТУ ISO 5817:2016 Зварювання. Зварні шви під час зварювання плавленням сталі, нікелю, титану та інших сплавів (крім променевого зварювання). Рівні якості залежно від дефектів (ISO 5817:2014, IDT)
- ДСТУ 2099-92 (ГОСТ 30021-93) Конструкції зварні. Розряди точності. Граничні відхилення лінійних розмірів, допуски форми та розташування поверхонь
- ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
Див. також
Примітки
- ДСТУ 3761.3-98 Зварювання та споріднені процеси. Частина 3 Зварювання металів: з'єднання та шви, технологія, матеріали та устаткування. Терміни та визначення.
- Сварное соединение // Большая советская энциклопедия : в 30 т. / главн. ред. А. М. Прохоров. — 3-е изд. — М. : «Советская энциклопедия», 1969—1978. (рос.)
Джерела
- Биковський О. Г. Довідник зварника / О. Г. Биковський, І. В. Піньковський. — К.: Техніка, 2002. — 336 с. — ISBN 966-575-168-9
- Палаш, В. М. Металознавчі аспекти зварності залізовуглецевих сплавів: навч. посіб. / В. М. Палаш. — Львів: КІНПАТРІ ЛТД, 2003. — 236 с. — ISBN 966-95090-5-X
- Багрянский К. В., Добротина З. А., Хренов К. К. Теория сварочных процессов. Учебник. — 2-е изд., перераб. — К.: Вища школа, 1976. — 424 c.
- Теория сварочных процессов / Под ред.. Фролова Л. Л. — М.: Высшая школа, 1988. — 559 с. — ISBN 5-06-001473-8
Посилання
- Расчёт сварных соединений Online / Справочник конструктора // Сайт Kataltim.ru (рос.)