Лиття металів під тиском
Лиття́ мета́лів під ти́ском — машинне лиття металевого матеріалу у прес-форму під тиском[1]. Розплав подається у форму під тиском від 7 до 700 МПа. Цей метод лиття використовують для сплавів кольорових металів (на основі цинку, алюмінію, міді, магнію тощо) завдяки їхній низькій температурі плавлення, а також для деяких сталей. Вироби можуть бути масою від декількох десятків грамів до десятків кілограмів.

Загальний опис
Процес лиття під тиском полягає в заливанні розплавленого металу в камеру стиснення (пресування) ливарної машини і наступному виштовхуванні його через ливникову систему в порожнину металевої ливарної форми, яка заповнюється під тиском. Заповнення порожнини відбувається при високій швидкості впуску розплаву металу.
У момент завершення заповнення форми рух розплаву миттєво припиняється, спричиняючи гідравлічний удар. Тиск, який миттєво зростає притискає метал до робочої поверхні прес-форми й сприяє чіткому формуванню конфігурації виливка. У результаті отримуються точні і з гладкою поверхнею виливки. Крім того, завдяки тісному контакту між прес-формою і виливком зростає інтенсивність теплообміну, яка приводить до прискоренні тверднення. Внаслідок гідравлічного удару поверхневий шар (0,02...0,2 мм) виливка отримується щільним, без газової пористості, бульбашки газу залишаються у внутрішніх шарах виливка або у розчині, що зменшує пористість та підвищує міцність.
Такий метод лиття усуває можливість утворення усадкових раковин, а отже, дає змогу відмовитись від ливарних додатків. Отримані виливки зазвичай не потребують механічної обробки. Лиття під тиском дає можливість отримати виливки з глибокими порожнинами, отворами малого діаметра (до 2 мм), готовою наріззю, тонкими стінками (до 0,5 мм) тощо.
Лиття під тиском нині широко застосовують при масовому виготовленні деталей із сплавів кольорових металів, які мають малу вагу. Цей вид лиття є найпродуктивнішим способом виготовлення тонкостінних деталей складної конфігурації в серійному і масовому виробництві.
Лиття під тиском провадять у поршневих та компресорних машинах, що мають холодну або гарячу камеру. У поршневих машинах з гарячою камерою метал подають у форму під тиском поршня через мундштук, і він тече в тигель, підігрітий пальником. У циліндр метал іде через отвір. Тиск коливається в межах від 2 до 7 МПа. Таке лиття застосовують при відливанні деталей з олов'яних, свинцевих та цинкових сплавів, що мають невелику температуру плавлення. У компресорних машинах тиск на метал здійснюється за допомогою стисненого повітря. Ці машини застосовують для лиття алюмінієвих сплавів.
Класифікація
Швидкість впуску при литті під тиском залежно від типу виливка і сплаву може бути в межах від 0,5 до 120 м/с, яка забезпечує за 0,01…0,6 с заповнення форми розплавом[2]. Залежно від швидкості руху розплаву розрізняють три способи лиття під тиском:
- Лиття з низькими швидкостями впуску (0,5…2,5 м/с), що забезпечує заповнення форми суцільним ламінарним потоком. Застосовують цей спосіб для виготовлення товстостінних виливків з алюмінієвих сплавів і латуней.
- Лиття з середніми швидкостями впуску (2…15 м/с), що забезпечує турбулентний рух розплавленого металу, при якому в результаті зриву струменів захоплюються в потік металу бульбашки повітря, що відтісняються стужавілим сплавом до середини виливка. Це створює повітряну пористість, яку видалити майже неможливо, але можна зменшити під дією високого тиску. Виготовляють при цьому виливки середньої складності.
- Лиття з високими швидкостями впуску (понад 30 м/с), забезпечує заповнення тільки в режимі турбулентного потоку розплаву, але і зі значним його розпиленням, результатом якого є ще більший об'єм захопленого в порожнину виливка повітря, для зменшення повітряної пористості і в цьому випадку створюють високий тиск (до 700 МПа) Цей спосіб застосовують для тонкостінних виливків складної конфігурації. При русі сплаву з такими швидкостями мають місце великі значення кінетичної енергії струменя розплаву. Ця енергія всередині форми в основному перетворюється в тепло (і частково в хімічну енергію взаємодії з формою). Тому в сплаві різко зростає ступінь перегрівання над ліквідусом (отже, різко зростає рідкоплинність).
За величиною тиску при литті розрізняють:
- Лиття під низьким тиском — лиття металу, яке здійснюється у металеву форму, за яким заповнення форм металом і його кристалізація проходять під тиском до 98 кПа[1].
- Лиття під високим тиском — лиття, що здійснюється під тиском 5…700 МПа.
Обладнання
Технологічним обладнанням є ливарна машина, плавильна піч та спеціальне оснащення — металева прес-форма.
Ливарні машини
Для лиття під тиском застосовують ливарні машини з гарячою і холодною камерою пресування.
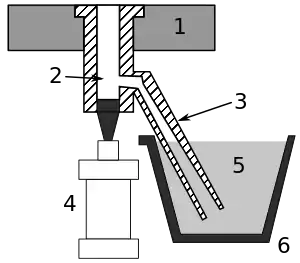
Машини з гарячою камерою пресування застосовують для отримання виливок, матеріал яких має температуру плавлення до 500 °С.
Камера стискання такої машини занурена завжди у розплав металу, а при підніманні вгору пресувального поршня заповнюється розплавом і при робочому ході (вниз) пресувального поршня розплав з камери стиску витісняється у робочу порожнину ливарної форми під тиском до 20 МПа. Після охолодження виливка форму розкривають і виливок з неї видаляють.
Машини з гарячою камерою пресування використовуються в основному для сплавів на основі цинку або магнію при виготовленні виливків масою від декількох грам до 25 кг.
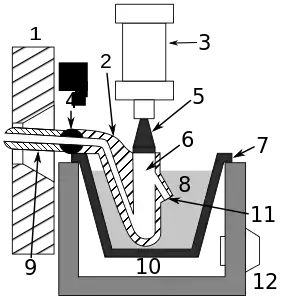
Машини з холодною камерою пресування застосовують для отримання виливок, матеріал яких має температуру плавлення понад 450 °С. У виробництві використовують машини з вертикальною і горизонтальною камерою пресування. Останнім віддають перевагу, так як в них менші втрати тепла, тиску і металу через коротшу ливникову систему.
За допомогою мірного ковша розплав заливають у камеру стискання, звідки пресувальний поршень витісняє його в робочу порожнину форми. Тут розплав остигає і потім при розкритті форми виливок автоматично видаляється з форми. Для підтримки температури форми на певному рівні (попередження перегрівання) у формі передбачено охолодження водою за допомогою спеціальних каналів.
У ливарних машинах з холодною камерою пресування розплавлений сплав (алюмінієвий, магнієвий або мідний) заповнює прес-форму під тиском від 35 до 700 МПа.
На сучасних машинах для лиття під високим тиском автоматизуються операції обдування та змащування форми, дозування та заливання металу у форму, виштовхування виливків з форми та їх транспортування, а також очищення виливка від ливникової системи та підтримування належної температури форми під час кристалізації виливка. Пневматичні дозатори забезпечують високу чистоту металу, мінімальне зниження його температури та високу точність маси. Для зменшення пористості виливків та збільшення їх міцності в процесі заливання форми застосовують вакуумування порожнини форми.
Прес-форми
Прес-форма для лиття під тиском в процесі роботи перебуває під дією значних зовнішніх сил і високих температур. Ці дії враховуються при конструюванні прес-форм. Деталі, які формують поверхні виливків (матриці, пуансони, стрижні, вкладиші), виконують з термостійких легованих сталей 3Х2В8 (для алюмінієвого, магнієвого та мідного лиття) або з міднокобальтоберилієвого сплаву (для отримання сталевих виливків). Для лиття виливків із металів з високими температурами плавлення (леговані сталі) формувальні частини виготовляють із спечених матеріалів на основі молібдену та вольфраму. Корпусні деталі — плити пуансонів та матриць — виготовляють з конструкційних сталей 40 і 50; напрямні втулки, рейки з інструментальних сталей У7А, У8А.
При конструюванні прес-форм розміри порожнини повинні бути збільшені в порівнянні з розміром виливка на величину усадки сплаву. Розміри формувальних частин прес-форми виконують за 9-м квалітетом, а розміри сполучних частин форми — за 10 — 11 квалітетом. При розрахунку виконавчих розмірів, крім усадки, враховують величину і напрям допустимих відхилень розмірів виливка і форми. При виборі коефіцієнта усадки необхідно враховувати утрудненість усадки на металевих стержнях, що зменшує усадку.
Прес-форми є складним і дорогим оснащенням, вартість якого окупиться лише при великосерійному і масовому виробництві.
Технологічні особливості литва під тиском

Стадії операції литва під тиском
Процес лиття полягає в наступному. Розплавлений метал заливається в камеру пресування, а потім плунжером (поршнем) він під тиском подається в порожнину рознімної прес-форми, що складається з нерухомої та рухомої частин. Внутрішні порожнини виливок формуються стержнями.
Повітря і гази видаляють через канали завглибшки 0,05 — 0,15 мм і шириною 15 мм, розташовані в площині роз'єму прес-форми, або вакуумуванням робочої порожнини перед заливкою розплавленого металу.
Після витримки під тиском, необхідної для затвердіння виливка, прес-форма розкривається, витягується стержень і виливок виштовхувачем видаляється з робочої порожнини прес-форми. Час витримки під тиском залежить від максимальної товщини стінки виливка і становить приблизно 1…15 с. Перед заливанням прес-форму нагрівають до 120…320 °C. Після видалення виливка робочу поверхню прес-форми обдувають повітрям і змащують спеціальними матеріалами для запобігання приварювання виливка до прес-форми.
Ливарні матеріали
При виборі сплаву необхідно враховувати наступні вимоги: сплав повинен мати достатню міцність при високих температурах, щоб виливок не ламалася при виштовхуванні; мати мінімальну усадку; мати високу рідкоплинність при невеликому перегріві і мати невеликий інтервал температур кристалізації. Цим вимогам відповідають сплави на основі цинку, алюмінію, магнію і міді. Із сплавів найбільше застосування отримали: алюмінієві (АЛ2, АЛ4, АЛ9), магнієві (МЛ5, МЛ6), мідні (латуні ЛС59-1Л, ЛК80-30). Останнім часом цей метод почали застосовувати і для виготовлення сталевих і титанових виливків.
Якісні показники

Точність розмірів виливків залежить від точності виготовлення форм. При виготовленні ливарних форм з розмірами за 9-м квалітетом виливки можуть мати 10 — 11-й квалітет точності. Виливки, що оформляються в роз'ємних прес-формах, виходять по 11 — 13-м квалітетом. Шорсткість поверхні виливків залежать від шорсткості формотворної порожнини форми і тривалості її експлуатації. Внутрішня порожнина форми, оброблена поліруванням або шліфуванням, забезпечує Ra 1,25 — 2,5 мкм.
Механічні властивості матеріалу деталей значно відрізняються від механічних властивостей вихідних сплавів. При швидкому охолодженні у виливках утворюється ливарна скоринка з дуже дрібнозернистою структурою, товщина якої становить близько 0,5 — 1,0 мм. Тому тонкостінні виливки мають дрібнозернисту структуру, підвищену міцність і твердість на 20 — 30 % при одночасному зниженні пластичності приблизно на 30 % в порівнянні іншими методами лиття.
Деталі, що відливаються під тиском, повинні бути за можливості тонкостінними. Найкраща якість виходить при товщині стінок 1,5…3 мм. Мінімальна товщина стінок залежить від розміру деталі. Так, якщо площа зовнішньої поверхні не перевищує 250 мм 2, то можна отримати виливки з алюмінієвих сплавів товщиною 1 мм.
Основною причиною браку, який виявляється при механічній обробці є пористість. Джерелами пористості є усадка сплаву, гази, що виділяються з рідкого металу, і повітря, яке захоплюється потоком в порожнину форми. Для підвищення якості виливків необхідно передбачати виготовлення ливарних отворів. Величина припусків на механічну обробку не повинна перевищувати 0,5 мм.
Переваги та недоліки
Основні переваги процесу лиття під тиском: висока продуктивність (до сотні виливків за годину), висока точність розмірів виливків, можливість виготовлення тонкостінних виливків складної форми, раціональне використання металу, висока чистота поверхні (Ra 1,25…5 мкм), можливість одержання декількох деталей за один цикл.
До найістотніших недоліків лиття під тиском відносяться: пористість заготовки, що викликається високими швидкостями руху рідкого металу при заповненні прес-форми й швидким охолодженням металу у формі, висока вартість прес-форми.
Див. також
Примітки
- ДСТУ 2541-94 Виробництво ливарне. Терміни та визначення.
- Литейное производство: Учебник для металлургических специальностей вузов / Под ред. А. М. Михайлова. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1987. — 256 с.
Джерела
- Технологія конструкційних матеріалів: Підручник / М. А. Сологуб, І. О. Рожнецький, О. І. Некоз та ін.; За ред. М. А. Сологуба. — 2-ге вид., перероб. і допов. — К.: Вища школа, 2002. — 374 с. — ISBN 966-642-033-3
- Технологія машинобудування для електромеханіків. / Ю. І. Чучман — Львів: Видавництво Національного університету «Львівська політехніка», 2001. — 348 с.
- Литье под давлением / М. Б. Беккер, М. Л. Заславский, Ю. Ф. Игнатенко, и др. — 3-е изд., перераб. т доп. — М.: Машиностроение, 1990. — 400 с. — ISBN 5-217-00847-4
- Литейное производство. / Под ред. А. М. Михайлова. — М.: Машиностроение, 1987. — 256 с.
- Морозов И. В. Литье под давлением / Под ред. А. М. Липницкого. — 3-е изд., перераб. доп. — Л.: Машиностроение, 1980. — 75 с. — Библиотечка литейщика, вып. 8.
- Беккер М. Б. Литьё под давлением. Учебник для подготовки рабочих на производстве. — 3-е изд., перераб. и доп. — М.: Высшая школа, 1978. — 213 с.: ил.— Профтехобразование. Литейное производство.
- Цветное литье: Справочник / Под общ. ред. Н. М. Галдина. — М.: Машиностроение, 1989. — 528 с.: ил. — (Технология литейного производства) — ISBN 5-217-00396-0
- Andresen Bill Die Casting Engineering. — New York: Marcel Dekker, 2004. — 400 p. — ISBN 978-0-8247-5935-3.
Послання
- Литьё под давленим в електронній книзі Зборщика А. М. Конспект лекций по дисциплине «Специальные методы лиття» на сайті Української асоціації сталеплавильників.