Прес-форма
Прес-фо́рма — пристрій для отримання виробів різної конфігурації з металів, пластмас, гуми та інших матеріалів під дією тиску, що створюється на ливарних машинах чи пресах. Через відносно високу вартість прес-форм, їх використання в основному характерне для серійного і масового виробництва.

Різновиди прес-форм
За конструктивними особливостями розрізняють декілька видів прес-форм:
- ручні, напівавтоматичні та автоматичні;
- знімні, напівзнімні і стаціонарні;
- з горизонтальною і вертикальною площинами розняття;
- з однією або декількома площинами розняття.
За призначенням прес-форми бувають: для пресування полімерних матеріалів — прес-форми прямого пресування (з матеріалу у розплавленому чи пластифікованому стані англ. Compression molds) та для лиття під тиском металів або полімерних матеріалів — прес-форми ливарного пресування (англ. Injection molds).
Прес-форми прямого пресування
У прес-формі прямого пресування завантажувальна камера є продовженням матриці. Матеріал завантажують в матрицю, де він, нагріваючись, набуває пластичності, а потім ущільнюється під дією пуансона. Прес-форма прямого пресування повністю змикається, коли остаточно оформлено виріб. Такий клас прес-форм використовують для виробництва невеликих партій простих за конфігурацією виробів переважно з гуми чи реактопластів.
Прес-форми ливарного пресування
У прес-формі ливарного пресування завантажувальна камера виконується окремо від формотворної порожнини і перед заповненням її матеріалом прес-форма повністю зімкнута. Прес-матеріал надходить з завантажувальної камери в формоутворювальну порожнину через ливникові отвори (канали). У металургії прес-форми ливарного пресування виконуються з верхньою або нижньою завантажувальною камерою. Такий клас прес-форм використовують для масового виробництва виробів практично будь-якої складності.
Будова прес-форми
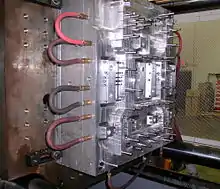
Прес-форма складається з нерухомої частини (матриці), і рухомої частини (пуансона), формувальні порожнини яких є зворотним (негативним) відбитком зовнішньої поверхні заготовки. В одній прес-формі може одночасно формуватись декілька деталей (багатомісні форми).
Конструкцію прес-форми можна розділити на такі основні системи:
- система розташування, встановлення і кріплення форми, що включає несні і кріпильні деталі прес-форми і елементи взаємного кріплення її деталей та визначає конструктивний взаємозв'язок форми і ливарної машини;
- система ливникових і газовідвідних каналів — містить канали для перетискання розплаву з інжекційного циліндра ливарної машини у формувальну порожнину форми, сопла, запірні елементи, розподільники, нагрівники, терморегулятори, ливникові втулки і канали газовідведення, що можуть розташовуватись у деталях інших систем прес-форми;
- система формоутворення — охоплює деталі форми, на яких розташовані формувальні поверхні, які безпосередньо мають контакт з розплавом: пуансони, матриці, різного роду вставки, формувальні поверхні виштовхувачів, скидних плит тощо;
- Формотворна або формувальна порожнина — порожнина між матрицею і пуансоном для завантаження матеріалу, що повторює собою форму майбутньої деталі.
- Пуансон — елемент прес-форми, що охоплюється матеріалом що ллється (пресується) та/або рухома деталь прес-форми, що передає тиск на матеріал, який формується. Пуансон, зазвичай, має виступи, які формують внутрішню поверхню виробу. Оскільки деталь у процесі охолодження отримує усадку і обтискає ці виступи, зняття готового виробу після розкриття форми здійснюється найчастіше з пуансона.
- Матриця елемент прес-форми, що має западини і бере участь у формуванні зовнішньої поверхні деталі (охоплює деталь) та/або нерухома частина прес-форми. Подача матеріалу в порожнину форми здійснюється через канал у матриці — ливникову втулку.
- Лінія розняття — поверхня змикання пуансона і матриці. У простих прес-формах лінія розняття є площиною, а в складних прес-формах вона складається з однієї або декількох складних поверхонь, утворених пуансоном, матрицею, скидними плитами та іншими рухомими елементами форми.
- система центрування призначена для запобігання зміщенню осей формувальних деталей форми. Сюди відносяться елементи центрування півформ, центрувальні виступи на фланцях, напрямні колони і втулки, центрувальні штифти і отвори для них, отвори або пази під закладні пуансони, матриці та формувальні знаки тощо;
- система охолодження і регулювання температури форми призначена для забезпечення рівномірного охолодження виробів у формі до заданих температур і охоплює канали охолодження на деталях форми, засоби защільнення для герметизації каналів, засоби підігрівання форми та терморегулювання охолоджувальної рідини;
- система видалення виробів з форми призначена для вилучення виробів і ливників з матриць та ливникових каналів, зіштовхування виробів з пуансонів, скидання виробу через люк машини у приймальну тару. У систему входять формувальні поверхні, виштовхувачі, зіштовхувальні (скидні) плити тощо;
- система переміщення деталей форми призначена для переміщення рухомих відносно корпуса форми формувальних деталей, рух яких збігається або ні з робочим рухом ливарної машини. Система може включати нахилені повідки, куліси, пружини, пневматичні (гідравлічні), гвинтові, клинові та інші механізми.
Технологія лиття у прес-форми
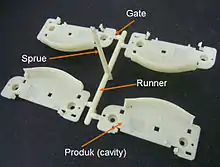
Підведення матеріалу до формувальної порожнини здійснюється через систему ливників, куди входять: центральний, розвідний і впускні ливники, а зняття готового виробу — за допомогою системи виштовхування.
Залежно від матеріалу і вимог, що ставляться до виливка, у формі підтримують певний температурний баланс. Для регулювання температури форми зазвичай використовують воду, пропускаючи її через канали охолодження.
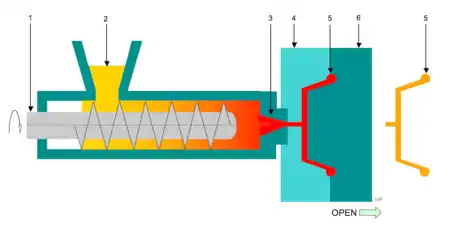
Технологічний процес лиття виробів з термопластичних полімерів складається з таких операцій:
- плавлення, гомогенізація і дозування полімеру;
- змикання форми, підведення вузла впорскування до форми;
- впорскування розплаву;
- витримування під тиском і відведення вузла вприскування, охолодження виробу;
- розкриття форми і витягання виробу.
Технологія пресування полімерних матеріалів
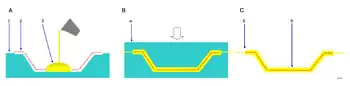
1 — Матриця; 2 — Формувальна поверхня матриці; 3 — Матеріал для пресування; 4 — Пуансон; 5 — Облой; 6 — Виріб
В залежності від температури процесу пресування полімерних матеріалів поділяють на високотемпературне (гаряче) і низькотемпературне (холодне). При гарячому пресуванні матеріал, наприклад у вигляді прес-порошку (зазвичай таблетованого чи гранульованого) або листів, поміщають в розімкнену прес-форму, нагріту до заданої температури. При опусканні плунжера преса форма замикається, матеріал в результаті нагрівання і тиску, що створюється пресом розтікається і заповнює формувальну порожнину, набуваючи розмірів і конфігурації виробу. Реактопласти та гумові суміші, витримують у прес-формі під тиском до завершення процесу твердіння або вулканізації, після чого плунжер преса піднімають і виштовхують з розімкненої форми готовий виріб.
Див. також
Джерела
- Суберляк О. В. Технологія переробки полімерних та композиційних матеріалів: підруч. [для студ. вищ. навч. закл.] / О. В. Суберляк, П. І. Баштанник. — Львів: Растр-7, 2007. — 375 с. — ISBN 978-966-2004-01-4
- Бортников В. Г. Основы технологии переработки пластических масс. Л.: Химия, 1983.
- Основы технологии переработки пластмасс: Учебник для вузов/ С. В. Власов, Л. Б. Кандырин, В. Н. Кулезнев и др. — М.: Химия, 2004. — 600с. — ISBN 5-03-003543-5
- Брагинский В. А. Точное литье изделий из пластмасс. — Л.: Химия, 1977. — 112 с.
- Видгоф Н. Б. Основы конструирования литьевых форм для термопластов. — М.: Машиностроение, 1979. — 261 c.
- Литье под давлением / М. Б. Беккер, М. Л. Заславский, Ю. Ф. Игнатенко и др. — 3-е изд., пефраб. и доп. М.: Машиностроение, 1990, — 400 с. ISBN 5-217-00847-4
Посилання
- Прес-форма // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 160. — ISBN 978-966-7407-83-4.
- Конструкция и виды пресс-форм (рос.)
