Обкатування
Обка́тування (розка́тування) (англ. roller burnishing) — вид механічного металооброблення, при якому поверхню деталі піддають обкатуванню (розкатуванню) роликами або кульками з метою зміцнення поверхневого шару, підвищення зносостійкості при забезпеченні 8-10 квалітету точності розміру.
Пластичним деформуванням роликовими або кульковими обкатками і розкатками обробляють деталі з різних пластичних матеріалів і сталей твердістю до HRC 35…40. Процес відбувається без зняття стружки за рахунок розгладження шорсткості поверхні, отриманої після точіння.
Обкатування зовнішньої поверхні деталі супроводжується зменшенням її розміру на величину залишкової деформації, отвір після розкатування набуває, відповідно, більшого розміру.
Загальні принципи

Підготовлення поверхні деталі
Під зміцнювальне оброблення поверхню деталі піддають обробці методом чистового точіння. Шорсткість поверхні повинна бути в межах Ra 2,5…5,0 мкм. При цьому необхідно враховувати, що діаметр поверхні у процесі зміцнювальної обробки може змінюватися до 0,02…0,03 мм. Тому зовнішні поверхні деталі слід виконувати по найбільшому граничному розміру, а внутрішні — по найменшому. Обкатування може розглядатися як альтернатива до операції шліфування, яка суттєво скорочує виробничий цикл та знижує собівартість виробництва.
Прийоми та режими обробки
Заготовці, закріпленій у затискному патроні верстата, надають обертального руху. Подовжню подачу обкатний інструмент отримує від ходового вала верстата. При обробці використовують інтенсивне мащення веретенною оливою або гасом. В результаті тиску деформуючого елемента на поверхню деталі підвищується твердість і міцність поверхневого шару на глибину до 3 мм, гребінці нерівностей поверхні піддаються зминанню та заповнюють западини. При цьому шорсткість поверхні зменшується до Ra 0,4…0,05 мкм, а точність форми і розмірів залишається без змін або поліпшується на 10…15 %.
Подача при обкатуванні сталевих деталей знаходиться в межах 0,1…0,6 мм/об, для чавунів — 0,1…0,3 мм/об, для кольорових металів — 0,1…0,5 мм/об. Швидкість обкатування суттєво не впливає на якість процесу.
Для підвищення продуктивності швидкість обкатування (розкатування) підвищують до 200 м/хв. Число робочих ходів становить 1-2 залежно від необхідної якості поверхні.
Інструменти
Обкатування зовнішніх поверхонь і розкатування отворів виконуються роликовими або кульковими обкатками і розкатками, вигладжування проводиться алмазними наконечниками.
Обкатка з симетричним розташуванням ролика на двох опорах використовується для обробки зовнішніх циліндричних і конічних поверхонь на прохід. За необхідності обробки східчастих поверхонь, уступів і торців застосовують обкатку з одностороннім розташуванням ролика. Для обкатування уступів і торців ролик у розташовують під кутом 5…15° до осі обертання інструменту.
Ролики виготовляються з легованих сталей: X12М, ШХ15, ХВГ, 5ХНМ, 9Х, вуглецевих інструментальних сталей: У10А, У12А, швидкорізальних сталей: Р6М5, Р9, твердого сплаву: ВК8.
Ролики гартують до твердості HRC 58…65.
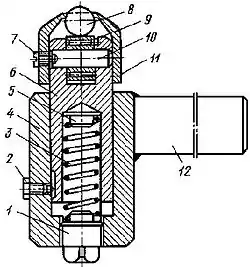
Кулькові обкатки і розкатки оснащені пружиною, яка забезпечує рівномірний тиск кульки на деталь. Необхідний тиск пружини залежно від властивості оброблюваного матеріалу встановлюється регулювальним гвинтом. Такі обкатки і розкатки дозволяють успішно обробляти нежорсткі деталі, так як кулька, маючи точковий контакт з поверхнею, не потребує сильного підтискання.
Джерела
- Орнис Н.М. . Основы механической обработки метал лов. Учебное пособие. — М. : Машиностроение. — 230 с.
- Третьяков А. В., Трофимов Г. К., Гурьянова М. К. Механические свойства сталей и сплавов при пластическом деформировании. Справочник. — М. : Машиностроение, 1971. — 62 с.
- Третьяков А. В., Зюзин В. И. Механические свойства металлов и сплавов при обработке давленим. Справочник. — М. : Металлургия, 1973. — 224 с.
- Уик Ч. . Обработка металлов без снятия стружки. — М. : Мир, 1965. — 549 с.
Посилання
- Отделочная и упрочняющая обработка поверхностей (рос.)
- Обкатывание и раскатывание // Единный центр металлообработки (рос.)