Прогартовуваність
Прогарто́вуваність (англ. hardenability) — здатність сталі сприймати гартування і характеризується глибиною проникнення загартованого (мартенситного або трооститного) шару в об'єм виробу, що гартується[2].

Ця властивість може розглядатись як характеристика технологічності та головний критерій обґрунтованого вибору марки сталі для виготовлення деталей машин та інструментів. Якщо вироби повинні відрізнятися високими механічними властивостями по усьому перерізу, потрібно обирати сталі з підвищеною прогартовуваністю. У промисловості, залежно від умов експлуатації деталей широко використовують сталі як з підвищеною, так і зниженою прогартовуваністю. В останньому випадку після гартування на поверхні деталі утворюється твердий зносостійкий шар до невеликих глибин, а серцевина її залишається м'якою та в'язкою
Загальна інформація
Прогартовуваність залежить від хімічного складу сталі, розміру зерен аустеніту, величини перерізу загартованого виробу та умов охолодження при гартуванні. Чим більше зерно аустеніту, повніше розчинені в ньому карбіди і легувальні елементи, тим вищою є прогартовуваність сталі. Усі фактори, що підвищують швидкість охолодження сталі при гартуванні, також збільшують її прогартовуваність. Значно підвищують прогартовуваність легуючі елементи — хром, нікель, манган, молібден, бор, кремній тощо. Леговані стали внаслідок вищої стійкості переохолодженого аустеніту і, відповідно, меншої критичної швидкості охолодження прогартовуються на більшу глибину, ніж вуглецеві. Прогартовуваність особливо зростає при одночасному введенні в сталь декількох легувальних елементів, наприклад Cr та Ni.
Вуглецеві сталі у звичайних умовах гартування при охолодженні у воді повністю прогартовуються в деталях з розміром поперечного перерізу до 12-15 мм, тоді як леговані сталі залежно від їх хімічного складу можуть термооброблятися в перерізі розміром до 50…100 і навіть 200…300 мм при охолодженні в маслі або на повітрі.
Методики визначення прогартовуваності
Критерієм прогартовуваності є глибина напівмартенситної зони. У конструкційних сталей присутність деякої кількості трооститу поряд із мартенситом замало змінює твердість, тому визначити товщину шару тільки з мартенситною структурою важко. Краще визначати прогартовуваність за товщиною шару, що має мартенситну та напівмартенситну структури, тобто структури з 50% мартенситу та 50% трооститу, тоді як за наявності більше 50% трооститу твердість сплаву різко знижується. Крім того, напівмартенситний шар легко визначається мікроаналізом. Твердість напівмартенситного шару може бути встановлена попередньо, якщо відомий вміст вуглецю у сталі, що вивчається.
Відомо багато методик оцінки прогартовуваності, які вибирають залежно від очікуваного значення прогартовуваності сталі й розмірів перерізу зразка.
Об'ємний метод використовують для вуглецевих, головним чином інструментальних сталей із низькою прогартовуваністю. Сутність цього методу полягає в тому, що зразок сталі квадратного або круглого перерізу з довжиною, в 2-3 рази більшою за товщину або діаметр, нагрівають і загартовують звичайним способом у воді чи іншому середовищі, вплив якого на прогартовуваність слід ураховувати. Охолоджений зразок зламують упоперек за середнім перерізом, повільно шліфують місця зламу, виключаючи нагрівання зразка, і вимірюють твердість по діаметру через кожні 2 мм. За результатами випробувань у координатах «твердість-відстань» від центра зразка будують криву, за якою визначають глибину прогартовування.
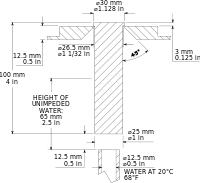
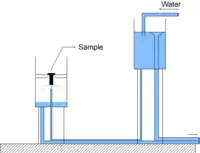
Метод торцевого загартування[2] або тестування за Джоміні[3] застосовують для оцінювання прогартовуваності вуглецевих і легованих, інструментальних і підшипникових сталей (за виключенням сталей, що гартуються на повітрі і сталей з дуже низькою прогартовуваністю), виконуючи гартування при охолодженні водою. Прогартовуваність визначають на циліндричних зразках діаметром (25±0,25) мм і довжиною (100±0,5) мм, що має заплечики або фланець з боку, торця, що не піддається загартуванню. Зразки нагрівають без окиснення поверхні нижнього торця в соляній ванні або в печі на вугільній пластинці (тривалість нагрівання — 30…50 хв, витримування при температурі гартування — 30 хв, точність нагрівання — ±5 °С), швидко (за час до 5 с) переносять в установку і подають воду. Тиск води регулюють попередньо так, щоб висота струменя становила 65 мм. Діаметр сопла й висота розташування торця зразка над ним становить по 12,5 мм. Зразок витримують під струменем до повного охолодження (не менше ніж 10 хв). Температура води повинна бути в межах 10…25 °С.
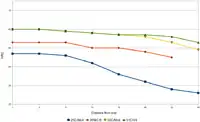
Для вимірювання твердості за довжиною зразка прошліфовують (без нагрівання) дві діаметрально протилежні площинки, знімаючи шар товщиною 0,5 мм і вимірюють твердість, починаючи від нижнього торця зразка через кожні 1,5 мм (перші 16 замірів) та 3 мм (17-й і наступні заміри). За отриманими даними будують діаграму твердості і за твердістю напівмартенситної зони визначають прогартовування сталі.
Метод теплового моделювання використовується для визначення прогартовуваності сталей, що гартуються при охолодженні на повітрі. Він передбачає заміну маси металу теплоізоляційним шаром, наприклад азбестом. Шар ізоляції має забезпечувати віддачу теплоти зразком тільки через його торці, а між зразком та ізоляцією теплообміну не повинно бути. Нагріті до температури гартування зразки розміщують у нагріті до тієї ж температури пристосування з ізоляції, охолоджують на повітрі та після цього вимірюють твердість за довжиною зразка.
Примітки
- ISO 642: Steel. Hardenability test by end quenching (Jominy test), ISO
- ГОСТ 5657-69 (СТ СЭВ 475-88) Сталь. Метод испытания на прокаливаемость.
- W.E. Jominy & A.L. Boegehold A Hardenability Test for Carburizing Steel. - Trans. ASM, Vol. 26, 1938. - P. 574-606.
Джерела
- Лахтин Ю. М., Леонтьева В. П. Материаловедение. 3-е изд., перераб. и доп., М.: Машиностроение, 1990. — 528 с.
- Новиков И. И. Теория термической обработки металлов. — М.: Металлургия, 1978. — 392 с.
- Натапов Б. С. Термическая обработка металлов. — К.: Вища школа, 1980. — 288 с.
- ASTM A255-10, Standard Test Methods for Determining Hardenability of Steel, ASTM International, West Conshohocken, PA.
