Протяжка
Протя́жка — багатолезовий інструмент, леза різальної ділянки якого розміщені одне за другим у напрямку головного руху різання, виступають одне над другим у напрямку, перпендикулярному до напрямку цього руху, який здійснюється без руху подачі[1].

Загальний опис
Використовується для обробки отворів різних типів а також фасонних зовнішніх поверхонь. Забезпечує: точність виконання розмірів за квалітетами ІТ8...ІТ6, шорсткість поверхні після оброблення — Ra 2,5...0,8. Протяжка поєднує у собі різальні та калібрувальні зубці, які дозволяють виконувати чорнову та чистову обробку, що забезпечує необхідну точність.
Протяжки поділяють на внутрішні, призначені для обробки внутрішніх замкнутих поверхонь, і зовнішні — для обробки зовнішніх незамкнутих поверхонь. Кожна група включає різноманітні види протяжок, які відповідають різній формі поверхонь, що обробляються. За конструктивним виконанням протяжки можуть бути цільними і збірними.
За напрямком різальних окрайок відносно робочого руху розрізняють протяжки із гвинтовими або кільцевими зубцями.
За матеріалом, з якого виготовляються різальні частини, протяжки поділяються на протяжки із швидкорізальної сталі, твердосплавні й виготовлені з легованої інструментальної сталі.
За схемою різання розрізняють протяжки з профільною, генераторною і груповою схемами різання.
За кількістю протяжок в комплекті протяжки бувають однопрохідними і багатопрохідними (комплектні).
Складові частини протяжки
Розрізняють такі складові частини протяжок:
- Передній хвостовик — призначений для захвату протяжки патроном протяжного верстату;
- Шийка — призначена для з'єднання хвостовика з основними елементами протяжки;
- Передній конус — призначений для полегшення встановлення деталі перед протягуванням, довжина перехідного конусу 15-20 мм;
- Передня напрямна частина — призначена для центрування заготовки перед протягуванням;
- Робоча частина протяжки — призначена для одержання необхідних розмірів та точності отвору, що протягується;
- Чорнова частина — призначена для зняття основного припуску;
- Чистова частина — призначена для остаточної обробки отвору і повинна забезпечити необхідну точність та шорсткість обробленої поверхні;
- Перехідна частина — призначена для поступового зниження зусиль протягування та виключення поломок протяжки та дефектів на оброблюваній поверхні;
- Калібрувальна частина не знімає припуску, вона необхідна для зменшення та виключення розмірів оброблюваного отвору та є резервом для чистової частини після перезагострень;
- Задня напрямна частина — призначена для виключення переходу протяжки під час роботи та для підтримання протяжки кареткою протяжного верстату;
- Задній хвостовик використовується тільки на автоматизованих протяжних верстатах і необхідний для автоматизованого повернення протяжки у вихідне положення.
Конструктивні елементи
t - крок зубців протяжки, для чорнових та перехідних зубців крок постійний і вибирається у залежності від h - висота стружкової канавки; На чистових та калібрувальних зубцях крок виконується змінним: t1,t2,t3, і до того ж меншими за t. Змінний крок на чистових та калібруючих зубцях необхідний для того, щоб зопобігти утворюванню поздовжних рисок на поверхні оброблюваної поверхні. h=(0,38..0,4)·t - висота стружкової канавки; q=(0,35..0,36)·t - ширина спинки зуба; r=(0,5..0,55)·t - радіус біля основи зуба; R=(0,65..0,8)·t - радіус спинки зуба; Найважливішим конструктивним елементом зубу протяжки є його висота. Для того, щоб стружка вільно розміщувалася у стружковій канавці об'єм стружкової канавки повинен значно перевищувати об'єм знятої стружки. fкан/fстр=K=(2..5), fкан - площа активної частини стружкової канавки; fкан=π·h²/4; fстр - площа утвореної стружки; fстр=Sz·L3; де Sz - підйом на зуб, L3 - довжина заготовки; K - коефіцієнт заповнення стружкової канавки. hmin=1,13·

Схеми різання при протягуванні
Схеми різання при протягуванні характеризують послідовність знаття шарів матеріалу з оброблюваної поверхні. При протягуванні використовуються такі схеми різання:
- Профільна. За профільною схемою профіль зубців протяжки відповідає профілю остаточно обробленої поверхні. Ця схема застосовується як кінцева. Недоліком цієї схеми є складність виготовлення та перезагострення при складній формі оброблюваної поверхні.
- Генераторна. За генераторною схемою профіль зубців протяжки поступово наближається до профілю остаточного обробленої поверхні. За такою схемою для спрощення виготовлення виконують комплекти протяжок, які складаються з чорнових та чистових протяжок. Чистова протяжка має профіль остаточно обробленої поверхні і високу точність. Чорнова протяжка знімає остаточний припуск і форма не має значення.
- Групова. За груповою схемою припуск знімається групою зубців і поділяється по ширині. У зв'язку з тим, що зменшується сумарна довжина різальних окрайок, зменшуються зусилля протягування, що дає можливість збільшити підйом на зуб. 1-й зуб групової схеми різання називається прорізним. Він має неповну довжину різальних кромок і викружки радіусом R. Він зрізає тільки частину припуску. 2-й зуб є гладким, він називається зачищаючим, зрізає ту частину яка не зрізана першим зубом. Групова схема використовується тільки для чорнових протяжек, або для чорнової частини комбінованих протяжек. Чистові та колібрувальні зубці протяжек працюють за профільною схемою; під час експлуатації протяжки спрацьовуються. Якщо спрацьовування перевищує величину Sz, то перший зуб не може зрізати стружку і стружка зрізається другим зубом у вигляді кільця. Це кільце розміщується перед наступною групою чорнових зубців, це погіршує умови оброблення та відводу стружки, а в окремих випадках може привести до поломки протяжки.
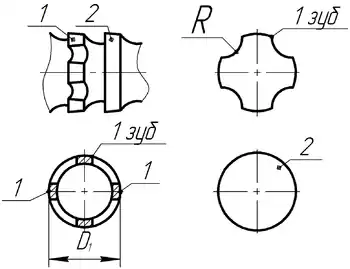 Групова схема
Групова схема
Найпоширеніші види протяжок
Шліцьові протяжки. Є єдиним інструментом, що призначений для обробки багатошліцьових отворів.
Шліцьова протяжка має ті ж самі конструктивні елементи, що і кругла протяжка але її робоча частина відрізняється від робочої частини круглих протяжок.
На конструкцію різальної частини впливають розміри задаючого отвору, якщо діаметр попередньо обробленого отвору дорівнює діаметру шліців, то використовують схему протягування ФШ.
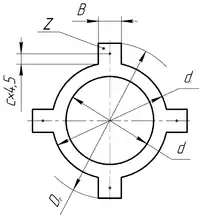
Ф фасочні зубці, призначені для утворення фасок біля основи шліця, вони є тільки чорновими. Фасочні зубці прорізають напрям для шліцевих зубців. Ш - шліцьові зубці, вони вміщують чорнові + перехідні + чистові + калібрувальні зубці;
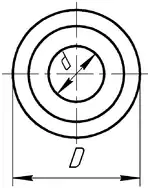
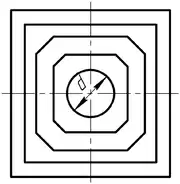
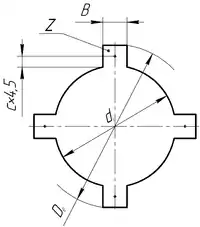
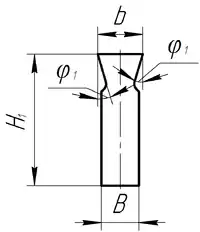
d=d1 - внутрішній діаметр; De - зовнішній діаметр; b - ширина шліця; z - число зубців; c×45° - фаски;
ФКШ використовується у тих випадках коли внутрішній діаметр шліців більший ніж діаметр попередньо обробленого отвору. Ф - фасочні зубці, тілько чорнові зубці які утворили фаски біля основи шліців, а також прорізають напрямок для шліцевих зубців. К - круглі, утворюють внутрішній діаметр шліців di, вміщюють чорнові + перехідні + чистові + калібрувальні. Ш - шліцеві, призначені для утворення зовнішнього діаметра, ширини та кількість шліців, вміщуюють чорнові + чистові + калібрувальні. di>d, d - діаметр обробленого отвору.
Шпонкові протяжки. Для обробки шпонкових пазів у попередньо оброблених круглих пазів. Ці протяжки є плоскими і не мають задньої напрямної частини і заднього хвостовика, тому, що вони центруються за допомогою спеціального приствою, який називається напрямною втулкою. Ф - фасочні зубці; призначені для утворення фасок біля шпоночного пазу, вони є тільки чорновими; призначені для остаточного утворення шпоночного пазу. Шп → чорнові + перехідні + чистові + калібрувальні зубці.
Переваги та недоліки
Протяжка має такі переваги:
- Забезпечує високу продуктивність та точність обробки заданої поверхні, при досить низькій кваліфікації робітника;
- Має досить високий період стійкості між перезагостреннями за рахунок великою сумарної довжини різальних окрайок, які беруть участь у процесі різання.
Недоліки:
- Протяжка є вузькоспеціалізованим інструментом призначеним для обробки однієї або декількох одноманітних деталей.
Див. також
Примітки
- ДСТУ 2233-93 Інструменти різальні.Терміни та визначення.
Посилання
Література
- Попович В., Голубець В. Технологія конструкційних матеріалів і матеріалознавство: Навчальний посібник для ВНЗ: Книга ІІ. — Суми: ВТД «Університетська книга», 2002. — 260с.
- Грановский Г. И., Грановский В. Г. Резание металлов: М.: Высшая школа, 1985. — 304с.
- Кацев П. Г. Протяжные работы. М.: Высш.школа, 1968. — 247с.
- Смирнов В. О., Білецький В. С. Фізичні та хімічні основи виробництва. — Донецьк: Східний видавничий дім, 2005. ISBN 966-7804-90-9

{kind=link}