Ручне дугове зварювання
Ручне́ (електро)дугове́ зва́рювання — технологічний процес отримання нероз'ємного з'єднання, при якому довжина дуги, подача електрода зі швидкістю його розплавлення та переміщення уздовж зварюваних кромок відбувається вручну[1].

Зварювання можна виконувати плавким металевим електродом, неплавким вугільним, графітовим або вольфрамовим електродом. При зварюванні неплавким електродом у зону дуги подають додатковий (присадний) метал.
Ручне дугове зварювання є найпоширенішим видом електрозварювання, застосовується для зварювання м'якої та легованої сталей, чавуну, неіржавних сталей, у деяких випадках кольорових металів. Електрод має вигляд стрижня діаметром 1,5…10 мм, закріплений в ручному електродотримачі.
Загальні принципи

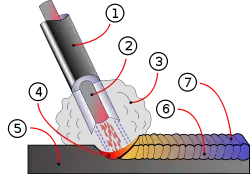
При дотику електрода до металевої зварної деталі, замикається електричне коло і його кінець нагрівається. Якщо потім електрод відвести на 3—5 мм від деталі, то встановлюється дуговий розряд, за рахунок якого далі підтримується струм. Інтенсивне локальне нагрівання викликає розплавлювання основного металу (металу деталі) поблизу дуги розряду. Кінець електрода теж плавиться, і метал електрода вливається в розплавлену «зварювальну ванну» основного металу.
Ручне дугове зварювання поділяється на такі різновиди:
- одно-, дво- і багатоелектродне, що застосовується для прискорення робіт та підвищення продуктивності праці;
- при постійному й змінному струмі;
- однофазною і трифазною дугою.
Залежно від довжини і товщини стику зварювання використовуються різні способи ведення шва:
- короткі шви до 250 мм виконують способом — «на прохід»;
- шви середньої довжини від 250 до 1000 мм виконують від середини до країв уступчастим способом по ділянках;
- довгі шви виконують зворотноуступчастим способом від середини до країв.
Див. також
Примітки
- ДСТУ 3761.2-98 Зварювання та споріднені процеси. Частина 2 Процеси зварювання та паяння. Терміни та визначення.
Джерела
- Стєклов О. І. Основи зварювального виробництва. / Стєклов О. І. — К.: Вища школа, 1987. — 214 с.