Ультразвукова абразивно-імпульсна обробка
Ультразвукова́ абразивно-і́мпульсна обро́бка — розмірна механічна обробка заготовок з твердих крихких матеріалів абразивними зернами, що рухаються під дією ультразвукового інструменту.
Даний спосіб застосовується для обробки скла, кераміки, ситалів, кремнію, германію, тобто матеріалів, обробка яких іншими методами є утрудненою. Ультразвукову обробку здійснюють на верстатах з діапазоном частот 15…30 кГц при амплітуді коливань близько 0,01 мм. Вихідна потужність верстатів 0,2…10 кВт.
Принцип реалізації
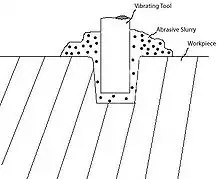
Під пуансоном-інструментом 3, закріпленим на концентраторі 1 ультразвукових коливань встановлюють заготовку 4 і в зону обробки через сопло 2 під тиском подають абразивну суспензію, що складається з води і абразивного матеріалу: карбіду бору, карбіду кремнію чи алунду[1].
Інструмент підтискають до заготовки із силою 1…60 H. Обробка полягає у тому, що інструмент 3, що коливається з ультразвуковою частотою, вдаряє по зернах абразиву, що лежить на поверхні обробки. Абразивні зерна сколюють частинки матеріалу заготовки 4. Значне число ударних абразивних зерен, а також висока частота повторення ударів (до 30000 с−1) обумовлює інтенсивне зняття матеріалу в зоні обробки.
Кавітаційні явища в рідині сприяють інтенсивному перемішуванню абразивних зерен під інструментом, заміні зношених зерен новими, а також руйнуванню матеріалу заготовки. Прокачування суспензії насосом виключає осідання абразивного порошку на дні ванни і забезпечує подачу в зону обробки абразивного матеріалу. Між пуансоном і заготовкою забезпечують сталий зазор 50…80 мкм.
Надаючи інструменту та заготовці різних видів подач (подовжню, поперечну) і змінюючи профіль перетину інструменту, можна прошивати глухі і наскрізні отвори, обробляти площини, заглибини, пази при прямому і зворотному копіюванні, розрізати заготовки великих розмірів, обробляти криволінійні і кільцеві пази по копіру, проводити шліфування та полірування.
Вплив технологічних і акустичних параметрів
Процес ультразвукової розмірної обробки залежить від багатьох технологічних параметрів, що як правило, взаємно впливають один на другого — твердості і концентрації абразиву, частоти і амплітуди коливання інструменту, його зносу та статичного навантаження.
Матеріал заготовки у значній мірі визначає характер його руйнування. Всі матеріали за характером деформації і руйнування можна поділити на три групи. В основу цього поділу покладено[2] критерій крихкості — k, як відношення границі міцності при зсуві до границі міцності при розтягненні.
- Перша група: k > 2 — скло, кварц, ситал, кераміка, германій, кремній, ферити. При ультразвуковому обробленні практично не зазнають пластичного деформування.
- Друга група: 1 < k < 2 — тверді сплави; загартовані, цементовані і азотовані сталі, сплави титану і вольфраму. При ультразвуковому обробленні поряд з пружними деформаціями мають місце і мікропластичні деформації. Чим більшу долю становлять пластичні деформації, тим гіршою стає оброблюваність матеріалу.
- Третя група: k ≤ 1 — майже вся робота абразивних зерен витрачається на мікропластичну деформацію поверхневих шарів; руйнування матеріалу майже не спостерігається. Такі матеріали недоцільно піддавати ультразвуковому обробленню.
Абразивна суспензія
Зерна абразиву за твердістю не повинні поступатися матеріалу обробки. Зазвичай застосовують карбід бору, який добре змочується водою і завдяки порівняно невеликій густині задовільно переноситься рідиною. Карбід кремнію, алунд — застосовуються при обробленні деталей зі скла чи германію.
Якщо продуктивність обробки скла карбідом бору прийняти за одиницю, то продуктивність обробки карбідом кремнію — 0,8 … 0,85, а алунду — 0,7 … 0,75.
Як рідину зазвичай використовують воду, що має невелику в'язкість, задовільну змочувальну здатність і хороші охолоджувальні властивості. У воду додають інгібітор корозії.
Використання добавок, що мають хімічний вплив на оброблюваний матеріал (15%-ного водного розчину сірчанокислої міді), підвищує продуктивність обробки твердих сплавів у 1,7 … 2,5 рази.
Зменшення розміру абразивних зерен викликає зниження продуктивності (особливо якщо розміри зерна менші від амплітуди коливань). З іншого боку, чим менше зерно, тим вища точність виготовлення.
Концентрація абразиву в суспензії
Оптимальною концентрацією абразиву вважається концентрація, при якій по всій оброблюваній поверхні укладається один шар зерен абразиву. При більшій кількості шарів — зростає частка роботи, що йде на подрібнення самих зерен. Амплітуда і частота коливань інструменту визначають швидкість поздовжніх коливань інструменту, тобто головного руху різання[3]:
- м/с, де f — частота коливань (16…30 кГц);
- A — амплітуда коливань інструменту, мкм.

Оптимальна амплітуда коливань інструменту пов'язана із середнім розміром da абразивного зерна основної фракції. При відбувається головним чином не впровадження зерен у поверхню обробки, а їх подрібнення. Якщо амплітуда коливань мала, а зерна абразиву крупніші , імпульс ударної сили, що діє на зерно є недостатнім для запровадження зерен в матеріал обробки та його руйнування. Максимальна продуктивність досягається при виконанні умови .



Гранично допустима амплітуда коливань обмежується, крім вищевикладених міркувань, границею витривалості матеріалу інструмента і концентратора.
Статичне навантаження
При ультразвуковому обробленні інструмент притискається до поверхні заготовки із сталою силою. Ця сила (сила подачі) має суттєвий вплив не тільки на величину ударних імпульсів, але й на стан зерен і концентрацію абразиву під торцем інструмента. Оптимальне значення цієї сили залежить від площі і конфігурації інструменту, амплітуди, середнього розміру зерен і властивостей оброблюваного матеріалу.
Збільшення сили притискання (у певних межах) призводить до збільшення імпульсу ударних сил і глибини впровадження зерен абразиву, тобто до збільшення продуктивності. З іншого боку, збільшення зусилля зменшує відстань між інструментом і оброблюваною поверхнею заготовки і погіршує умови вступу в робочу зону свіжого абразиву і видалення з неї продуктів зношування.
Точність розмірної обробки
Точність ультразвукової розмірної обробки, тобто стабільність зазору між контурами виробу та інструменту, визначається багатьма факторами: геометричною точністю верстата і його пристосувань, розміром зерен абразиву, твердістю оброблюваного матеріалу, формою інструменту та величиною поперечних коливань.
Мінімальна похибка обмежується граничними значеннями розміру бічного зазору. Зазвичай цей розмір у 1,5 рази більший за середній розмір зерна абразиву основної фракції.
В основному зношується торець інструмента. Поздовжній відносний знос (відношення довжини зношеної частини до глибини обробленої порожнини, в %) інструмента залежить головним чином від фізико-механічних властивостей заготовки і матеріалу інструмента, товщини стінок інструменту і зернистості абразиву. Поперечний знос відбувається внаслідок дії абразиву, що знаходиться між бічною поверхнею інструменту і стінками оброблюваного отвору — на інструменті з'являється конусність. Особливо збільшується поперечний знос при використанні кільцевого інструменту з товщиною стінки меншою за 1 мм. Оптимальна товщина стінки повинна бути в межах 1 … 1,5 мм. Інтенсивність зносу збільшується при поганих умовах підведення свіжої абразивної суспензії і відводу продуктів обробки.
У той же час сила подачі і амплітуда не роблять істотного впливу на його знос. Щоб зменшити знос інструмента насамперед необхідно підбирати матеріал, що має достатню зносостійкість. Наприклад, при обробці скла інструмент повинен бути з твердого сплаву, а при обробці твердого сплаву — із загартованої інструментальної сталі.
Доцільно виконувати інструменти зі зворотною конусністю або застосовувати «грибковий» інструмент з калібруючою стрічкою шириною 1 … 3 мм. Причому діаметр калібруючої стрічки повинен бути на 0,6 … 1 мм більшим за діаметр стрижня інструмента. За рахунок цього зменшується сила тертя, поліпшується циркуляція суспензії, добре видаляються продукти обробки. Від поперечних коливань інструмента відбувається «розбивання» отвору і форма отвору може зазнати спотворень. Зазвичай при строгій прямолінійності осей і співвісності перетворювача, концентратора та інструменту, а також при точній вивірці інструменту і заготовки некруглість отворів, одержуваних при чистових операціях, не перевищує 10 мкм (у несприятливих випадках — 30 … 60 мкм). Розбивання отворів зростає із збільшенням розмірів абразивних зерен і глибини обробки.
Для зменшення конусності наскрізних отворів їх обробляють послідовно з двох сторін. При наскрізному прошиванні, свердлінні та розрізанні використовується інструмент, що складається, з двох ділянок: чорнової і чистової (діаметр чистової більший за діаметр чорнової ділянки). При ультразвуковій розмірній обробці похибка виготовлення досягає 20 мкм.
Якість поверхні
Шорсткість поверхні при ультразвуковій обробці залежить від розмірів зерен абразиву, фізико-механічних властивостей заготовки, амплітуди коливань інструменту, шорсткості поверхні інструменту і типу рідини, що несе абразив.
Найбільший вплив на шорсткість робить зернистість абразиву (шорсткість пропорційна до зернистості). Чим більша амплітуда коливань інструмента, тим шорсткіша поверхня отримується при обробці[4]. Якщо як рідину для перенесення абразиву, застосувати машинне масло, то шорсткість поверхні зменшується, але продуктивність при цьому знижується у декілька разів, погіршуються умови підведення і циркуляції абразиву.
Шорсткість оброблюваної поверхні залежить і від шорсткості робочих поверхонь інструменту — нерівності інструменту копіюються на поверхні заготовки. При чистових операціях висота мікронерівностей робочих поверхонь інструменту повинна бути у 2 … 3 рази меншою за допустиму висоту мікронерівностей поверхонь обробки.
При ультразвуковому обробленні дрібними шліфпорошками (№ 3) і мікропорошками при амплітудах коливань 15 … 20 мкм шорсткість поверхні може бути Ra = 1,2 … 0,4 мкм, а при доведенні Ra = 0,2 мкм[5].
Крім шорсткості якість обробленої поверхні характеризується її структурним станом. При ультразвуковому обробленні твердих сплавів і загартованих сталей відбувається зміцнення поверхневого шару та з'являються залишкові напруження стиску.
Використання
Ультразвукова абразивно-імпульсна обробка використовується у таких технологічних операціях:
- ультразвукова вирізка для формоутворення заготовок по зовнішньому контуру (наприклад, при виготовленні електронної апаратури);
- ультразвукове шліфування переважно для чистової обробки пласких зовнішніх поверхонь замість шліфування алмазним інструментом, при цьому виключаються такі дефекти, як тріщини, знижується шорсткість поверхонь і підвищується продуктивність (приблизно у два рази), а також досягається висока точність оброблюваної поверхні;
- ультразвукове видалення облою його абразивним руйнуванням. При цьому способі обробка проводиться у робочій рідині, де заготовки обробляються ультразвуком. Такий вид обробки облою успішно використовується при їх усуненні на металічних деталях, які отримані при штампуванні методами вирубки, на литих деталях із пластмас.
Див. також
Примітки
- Ультразвуковая обработка материалов / Под ред. О. В. Абрамова 1984. C. 211
- Марков А. И. Ультразвуковая обработка материалов. — М.: Машиностроение, 1980. — 237 с.
- Физические основы ультразвуковой технологии / Под ред. Л. Д. Розенберга. — М.: Наука, 1970. 688 с.
- Ультразвуковая обработка материалов / Под ред. О. В. Абрамова 1984. C. 208
- Ультразвуковая обработка материалов / Под ред. О. В. Абрамова 1984. C. 201
Джерела
- Марков А. И. Ультразвуковая обработка материалов. — М.: Машиностроение, 1980. — 237 с.
- Попилов Л. Я. Электрофизическая и электрохимическая обработка материалов. / Л. Я. Попилов. Справочник. 2 — е изд. доп. и перераб. — М.: Машиностроение, 1982.
- Хмелёв В. Н., Барсуков Р. В., Цыганок С. Н. Ультразвуковая размерная обработка материалов: Научная монография. — Барнаул: изд. АлтГТУ, 1997. — 120 с.
- Хорбенко И. Г., Абрамов О. В., Швегла М. П. Ультразвуковая обработка материалов / Под ред. О. В. Абрамова — М.: Машиностроение, 1984. — 280 с.
- Бучинський М. Я., Горик О. В., Чернявський А. М., Яхін С. В. Основи творення машин / [За редакцією О. В. Горика, доктора технічних наук, професора, заслуженого працівника народної освіти України]. — Харків: Вид-во «НТМТ», 2017. — 448 с. : 52 іл. — ISBN 978-966-2989-39-7
Посилання
- Абразивно-імпульсна обробка // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 3. — ISBN 978-966-7407-83-4.