Азотування
Азотува́ння (часом нітрування, але не плутати з нітруванням в органічній хімії) — вид хіміко-термічної обробки, котрий полягає у насиченні азотом поверхневого шару металевих виробів для підвищення твердості, стійкості проти спрацювання, витривалості та корозійної стійкості в різних агресивних середовищах[1].
Азотування сталей
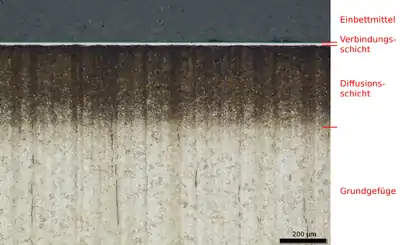
Міцнісне азотування виробів проводять при температурі 500…600 °C у камерних, шахтних, контейнерних або ковпакових печах, в які подають струмину сухого аміаку. В печі аміак розпадається на водень і азот. Легуючі елементи (алюміній, молібден, ванадій, хром) утворюють з азотом стійкі хімічні сполуки — нітриди, які надають виробам великої твердості (1200 за Віккерсом). Товщина азотованого шару становить 0,3…0,6 мм при витримуванні у печі від 24 до 90 год[2].
Азотування підвищує твердість поверхневого шару, зносостійкість, витривалість і корозійну стійкість сталевих виробів. Азотований шар має твердість 700…1200 HV, (58…72 HRC), яка зберігається при робочих температурах до 600 °C.
Азотуванню піддають циліндри і клапани двигунів, зубці шестерень, сідла до клапанів, шпинделі і ходові гвинти швидкохідних верстатів тощо. Азотування підвищує також стійкість вимірювального інструмента, який застосовується в машинобудуванні (різьбові пробки і кільця, плоскі калібри, скоби, шаблони тощо). Азотування виробів провадять після механічної і термічної обробки.
Антикорозійному азотуванню (температура 600…700 °С) піддають також вироби з вуглецевої сталі з утворенням азотованого шару завтовшки 0,01…0,04 мм при витримуванні у печі протягом 15 хв для дрібних деталей і до 10 год — для великих[2].
Азотування чавунів
Для азотування чавунів використовують переважно сірі чавуни з хромом, нікелем, молібденом та іншими нітридоутворювальними елементами, а також високоміцний чавун. Перед азотуванням сірі чавуни відпалюють при 950…1000 °С протягом 4…12 годин для розпаду цементиту. Для надання металевій основі після відпалу високих механічних властивостей чавун гартують від 800…850 °С в оливі з короткочасним відпуском при 600 °С.
Азотування чавунів роблять при нагріванні виробів до температур 550…580 °С, витримки від 50 до 70 годин і охолодженні з піччю. При цьому відбувається підвищення твердості (до 600…1000 НВ), зносостійкості та корозійної стійкості в газовому середовищі.
Азотування титанових сплавів
Вироби із сплавів титану обробляють при температурі 850...950 °С протягом 10...50 год у середовищі технічного азоту, очищеного від кисню і вологи[2].
Переваги та недоліки
Переваги азотування порівняно з цементацією:
- вища твердість і зносостійкість поверхневого шару;
- властивості зберігаються до температур 450…500 °С проти 200…225 °С після цементації.
Головний недолік азотування — велика тривалість процесу.
Див. також
Примітки
- ДСТУ 2494-94 Метали. Оброблення зміцнювальне. Терміни та визначення.
- Білоцький О. В. Азотування // Українська радянська енциклопедія : у 12 т. / гол. ред. М. П. Бажан ; редкол.: О. К. Антонов та ін. — 2-ге вид. — К. : Головна редакція УРЕ, 1974–1985.
Джерела
- Афтанділянц Є. Г. Матеріалознавство: Підручник / Є. Г. Афтанділянц, О. В. Зазимко, К. Г. Лопатько. — К.: Вища освіта, 2012. — 548 с. — ISBN 978-966-2393-67-5.
- Хільчевський В. В. Матеріалознавство і технологія конструкційних матеріалів: Навчальний посібник. К.: Либідь, 2002. — 328 с. — ISBN 966-06-0247-2
- Лахтин Ю. М. Основы металловедения. — М.: Металлургия, 1988. — 320 с.
Посилання
- Азотування // Велика українська енциклопедія : [у 30 т.] / проф. А. М. Киридон (відп. ред.) та ін. — К. : ДНУ «Енциклопедичне видавництво», 2016. — ISBN 978-617-7238-39-2.