Газополуменеве напилювання
Газополуме́неве напи́лювання — газотермічне напилювання, під час якого використовується струмінь продуктів згорання суміші газів, які спалюються за допомогою пальника[1]. Покриття, отримане цим методом носить назву газополуменеве покриття[1].
Основні принципи
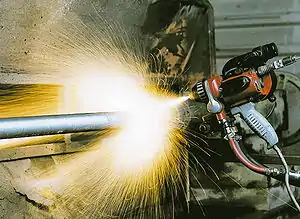
У процесі газополуменевого напилення металевий або полімерний порошковий, дротяний або шнуровий матеріал подається у полум'я ацетилен-кисневого або пропан-кисневого пальника, розплавляється і переноситься стисненим повітрям на поверхню виробу, де, остигаючи, формує покриття. Метод простий в освоєнні і застосуванні, може застосовуватися як в ручному, так і в автоматизованому режимах.
Температура струменя продуктів згоряння для ацетилен-кисневої суміші становить 3200 °С, пропан-бутан-кисневої — 2600 °С. Швидкість частинок напилюваного матеріалу знаходиться в межах 20…80 м/с.
Удосконалення способу газополуменевого напилення відбувається в напрямку підвищення швидкості продуктів горіння шляхом удосконалення конструкцій пальників.
Переваги та недоліки методу
Газополуменеве напилення характеризується наступними перевагами:
- можливістю отримання покриттів товщиною до 10 мм (доцільна товщина від 0,5 до 5,0 мм);
- високою продуктивністю процесу (до 10 кг/год);
- відносно малою тепловою дією на основу (у межах 150...350 °С), що дозволяє наносити покриття на поверхні великого асортименту матеріалів, включаючи пластмасу;
- можливістю регулювання складу пальної суміші, яка подається у пальник;
- гнучкістю технологічного процесу та високою мобільністю обладнання, що дозволяє наносити покриття на деталі практично без обмежень їх розмірів, а в деяких випадках виконувати напилення на місці без демонтажу деталей;
- відносно низьким рівнем шуму та випромінювання;
- можливістю автоматизації процесу та встановлення в автоматичні лінії .
Основними недоліками газополуменевого способу нанесення покриттів є:
- недостатня міцність зчеплення покриття з основою (5...45 МПа) при випробуванні на нормальний відрив;
- наявність пористості (в межах 5...25%);
- невисокий коефіцієнт використання енергії газополуменевого струменя на нагрівання порошкового матеріалу (2...12%).
Використання
За допомогою газополуменевого напилення наносять зносостійкі і корозійно-стійкі покриття із залізних, нікелевих, мідних, алюмінієвих, цинкових сплавів, бабітові покриття підшипників ковзання, електропровідні покриття, електроізоляційні покриття, декоративні покриття.
В авторемонтному виробництві газополуменеве напилення застосовують для відновлення шийок валів, виготовлених з низько-, середньовуглецевих та нелегованих сталей, опор корінних підшипників блока циліндрів тощо. Широко застосовується для відновлення геометрії деталей насосно-компресорного устаткування, кришок і валів електродвигунів, нестандартного обладнання.
Покриття, отримані газополуменевим напиленням, можуть оброблятися різанням або шліфуванням.
Див. також
Примітки
- ДСТУ 3761.5-98 Зварювання та споріднені процеси. Частина 5. Газотермічне напилення. Терміни та визначення.
Джерела
- Астахов Є. А., Артемчук В. В. Особливості застосування газотермічного нанесення відновлювальних покриттів / Восточно-Европейский журнал передовых технологий. № 3/5 (57) 2012. С.4-10.
- Інженерія поверхні: Підручник / К. А. Ющенко, Ю. С. Борисов, В. Д. Кузнецов, В. М. Корж — К.: Наукова думка, 2007. — 559 с. — ISBN 978-966-00-0655-3
- Газотермические покрытия из порошковых материалов / Ю. С. Борисов, Ю. А. Харламов, С. Л. Сидоренко, Е. И. Ардатовская / Справ. — К.: Наукова думка, 1987. — 544 с.
- Куницкий Ю. А. Некристаллические металлические материалы и покрытия в технике / Ю. А. Куницкий, В. Н. Коржик, Ю. С. Борисов. — К.: Техніка, 1988. — 198 с.
- Корж В. М. Технологія та обладнання для напилення: Навчальний посібник. — К.: НМЦВО, 2000. — 152 с.
