Екструзія
Екстру́зія (лат. extrusio — «виштовхування») — процес отримання виробів шляхом продавлювання (екструдування) матеріалу через формувальний отвір у матриці або серії матриць.[1] Зазвичай використовується у виробництві будівельних матеріалів, виробів з полімерних матеріалів, конструкційних металевих профілів а також, у харчовій промисловості, шляхом протискування пластифікованого матеріалу через отвір екструзійної головки преса. Випадок екструзії, що полягає у витискування металу із замкненої порожнини (контейнера) через отвір матриці називають пресуванням.

Історична довідка
У 1797 році Джозеф Брама (англ. Joseph Brahma) запатентував перший процес екструзії для виготовлення свинцевої труби. У ньому попередньо нагрітий метал протискували через матрицю за допомогою плунжера з ручним приводом. У розробленій технології нових ідей не було аж до 1820 року, коли Томас Бур (англ. Thomas Burr) створив перший прес з гідравлічним приводом. На той час процес називали «сквиртінг» (від англ. squirting — витискання). У 1894 році Олександр Дік (англ. Alexander Dick) застосував процес екструзії для мідних і латунних сплавів[2]. На початку 70 років того ж століття вперше з'явилися шнекові (черв'ячні) екструдери з паровим обігрівом і водяним охолодженням для переробки гуми. А в 1892—1912 рр. фірма «Troester» (Німеччина) освоїла їх серійне виробництво і поставила близько 600 шнекових пресів для потреб промисловості[3]. До кінця 20-х років почали екструдувати такі термопласти як полівінілхлорид і полістирол. У 1935 р. Фірмою «Troester» був створений екструдер для переробки пластмас, який мав комбінований (електропаровий) обігрів і значно довший черв'як, ніж в шнекових пресах для гуми. А вже в 1936 р. була виготовлена машина з електрообігрівом для прямої переробки порошкоподібних і гранульованих пластмас.
Загальні поняття
Екструзія є безперервним технологічним процесом, що полягає в продавлюванні матеріалу, що має високу в'язкість у пластифікованому стані, через формувальний інструмент (екструзійну головку, матрицю з фільєрами), з метою отримання виробу з поперечним перетином потрібної форми. У промисловості переробки полімерів методом екструзії виготовляють різні погонні вироби, такі, як труби, листи, плівки, оболонки кабелів, профілі, а також наносять тонкошарові покриття (на папір, картон, тканину, фольгу) та ізоляцію (на провідники і кабелі) тощо. Основним технологічним устаткуванням для переробки сировини у вироби методом екструзії є одношнекові та двошнекові екструдери.
Екструдери
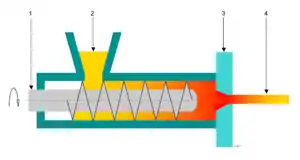
Екструдер (екструзійний прес) — машина для формування пластичних матеріалів, шляхом надання їм форми, за допомогою продавлювання (екструзії) через профілювальний інструмент — екструзійну головку.
Екструдер складається з: корпусу з нагрівальними елементами; основного робочого органу, розміщеного в корпусі; вузла завантаження матеріалу, що переробляється; силового приводу; системи задання і підтримки температурного режиму та інших контрольно-вимірювальних і регулювальних пристроїв. За типом основного робочого органу (органів) екструдери підрозділяють на: одно-, дво- або багатошнекові (черв'ячні чи гвинтові), дискові, поршневі (плунжерні) та ін. Двошнекові екструдери в залежності від конфігурації шнеків можуть бути з паралельними або конічними шнеками, а в залежності від напрямку обертання — з однонаправленим або протилежним обертанням шнеків.
- Фільєри для гарячої екструзії алюмінієвого сплаву
 Передня сторона формотворної матриці (діаметром 228 мм і товщиною 3 мм) екструзійної головки з фільєрами
Передня сторона формотворної матриці (діаметром 228 мм і товщиною 3 мм) екструзійної головки з фільєрами Збільшене зображення фільєри
Збільшене зображення фільєри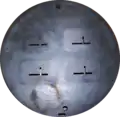 Зворотня сторона формотворної матриці екструзійної головки з фільєрами.
Зворотня сторона формотворної матриці екструзійної головки з фільєрами.
Види екструзії
У залежності від виду матеріалу, що переробляється та особливостей формування з нього виробу за рівнем температури розрізняють такі види екструзії: холодна екструзія (без підведення тепла), тепла екструзія (попередній підігрів сировини) і гаряча екструзія (забезпечується нагрівання сировини в зоні шнека та екструзійної головки). У багатьох галузях поширення набув метод «гарячої» екструзії, який здійснюється при високих швидкостях і тиску, при значному перетворенні механічної енергії у теплову.
Екструдований виріб (екструдат) необхідного профілю виходить з екструдера в сильно нагрітому стані (його температура становить від 125 до 350 °С), і для збереження форми потрібно його швидке охолодження. Екструдат надходить на конвеєрну стрічку, що проходить через чан з холодною водою де він твердне. Для охолодження екструдата також застосовують обдування холодним повітрям і зрошення холодною водою. Сформований продукт надалі розрізається чи змотується в котушки.
Виділяють також гідроекструзію (гідростатичне пресування) — обробку металів тиском, при якій заготовка, поміщена у замкнутий контейнер, видавлюється через канал матриці під дією рідини високого тиску (0,5…3 ГПа). Застосовується для отримання металургійних напівфабрикатів (дріт, прутки і профілі із важкодеформівних і тугоплавких металів) або заготовок деталей (свердел, мітчиків тощо)[4]
Застосування

Методом екструзії можуть перероблятись різноманітні матеріали, наприклад, метали та їх сплави (алюміній, бронза, мідь, титан, сталь); будівельні матеріали (виготовлення цегли); глинисті відходи від збагачення корисних копалин; пластмаси; крупи, макаронні і кондитерські вироби в харчовій промисловості та зернові компоненти при виготовленні комбікормів.
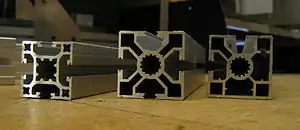
- Алюміній є найбільш поширеним матеріалом для екструзії. Екструзія алюмінію може бути гарячою або холодною. Якщо алюміній піддається гарячої екструзії, його нагрівають до 300…600 °C. Приклади продукції: профілі, рами, стійки і радіатори.
- Латунь використовується для екструдування нержавіючих стрижнів, автомобільних деталей та трубопровідної арматури.
- Мідні труби, дріт, прутки, бруски, труби та зварювальні електроди (температура нагріву від 600 до 1000 °C).
- Свинцеві і олов'яні труби, дроти, трубки й оболонки кабелів (максимальна температура нагріву 300 °C).
- Магнієві деталі для атомної промисловості (температура нагріву від 300 до 600 °C).
- Цинкові стрижні, прутки, труби, деталі обладнання, фітинги і поручні.
- Титанові компоненти літака, кільця циліндрів (температура нагріву від 600 до 1000 °C).
Див. також
Примітки
- Extrusion (INDUSTRIAL PROCESS) / Encyclopaedia Britannica
- Drozda, Tom; Wick, Charles; Bakerjian, Ramon; Veilleux, Raymond F.; Petro, Louis (1984). Tool and manufacturing engineers handbook: Forming 2. SME. ISBN 0-87263-135-4. pp. 13-11 & 13-12.
- Шенкель Г. Шнековые прессы для пластмасс. — СПб: Госхимиздат, 1962. — 467 с.
- Белошенко В. А. Теория и практика гидроэкструзии / Белошенко В. А., Варюхин В. Н., Спусканюк В. З. — К.: Наукова думка, 2007. — 246 c. — ISBN 978-966-00-0658-4
Література
- Мала гірнича енциклопедія : у 3 т. / за ред. В. С. Білецького. — Д. : Донбас, 2004. — Т. 1 : А — К. — 640 с. — ISBN 966-7804-14-3.
- Герман Х. Шнековые машины в технологии. Пер. с нем. под ред. Л. М. Фридмана, Л.: «Химия», 1975. — 232 с.
- Володин В. П. Экструзия пластмассовых труб и профилей. СПб.: Профессия, 2010. — 256 c. — ISBN 978-5-91884-002-3
- Раувендааль К. Экструзия полимеров: Экструзионное оборудование. Анализ процесса. Практические приложения / К. Раувендааль; Пер. с англ. А. Я. Малкина. — 4-e изд. — СПб.: Профессия, 2008. — 768 с. — ISBN 978-5-93913-102-5
- Лукашова В. В. Екструзія пінополімерів: монографія / В. В. Лукашова, І. О. Мікульонок, Л. Б. Радченко. — К.: НТУУ «КПІ», 2011. — 175 с.
- Остриков А. Н. Экструзия в пищевой технологи / Остриков А. Н., Абрамов О. В., Рудометкин А. С. — СПб.: ГИОРД, 2004. — 288 с.
Посилання
- Екструдер: конструкція і принцип дії (відео)
- «Екструзія» // Українська радянська енциклопедія : у 12 т. / гол. ред. М. П. Бажан ; редкол.: О. К. Антонов та ін. — 2-ге вид. — К. : Головна редакція УРЕ, 1974–1985.
