Термопластавтомат
Термопластавтома́т (ТПА) — інжекційно-ливарна машина (англ. Injection moulding machine) — автоматизована машина для лиття пластмас під тиском, є універсальним обладнанням для отримання поштучних виробів з пластмас.


Технологічні особливості лиття на термопластавтоматах
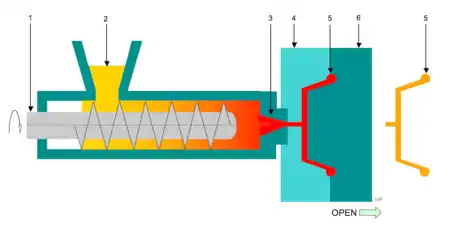
Метод ливарного формування полімерів полягає в тому, що вихідний матеріал у вигляді гранул або порошку завантажується в бункер ливарної машини, де захоплюється обертовим шнеком і транспортується ним уздовж осі циліндра з підігрівом в його соплову частину, переходячи при цьому з твердого стану в стан розплаву. Далі розплав виштовхується за рахунок поступального переміщення шнека через спеціальне сопло у зімкнуту ливарну форму, що охолоджується. Після заповнення порожнини форми розплавом полімеру, що утримується в ній якийсь час під тиском, він остигає. Далі здійснюється розкриття ливарної форми і зняття готового виробу, а цикл формування повторюється.
Класифікація термопластавтоматів
Основними параметрами, які мають найбільший вплив на конструкцію і техніко-економічні характеристики термопластавтоматів і які необхідні для розроблення універсальних та спеціальних конструкцій ливарних машин, є наступні:
- об'єм впорскування за цикл (об'єм виливки);
- об'ємна швидкість упорскування (час упорскування);
- тиск лиття;
- площа литва;
- зусилля замикання і розкриття прес-форми;
- хід рухомої плити, максимальна відстань між плитами, їх жорсткість та швидкохідність;
- пластифікаційна здатність і діапазон температур інжекційного циліндра.
Будова термопластавтомата



- Бункер для матеріалу
- З бункера сировина дозується всередину циліндра, у який вона потрапляє завдяки обертовому руху шнека. У деяких різновидах термпластавтоматів одночасно до циліндра подається барвник.
- Циліндр
- Труба, всередині якої гранулят пластифікується і переходить у стан розплаву
- Шнек
- Вирізняють три зони шнека:
- A — попередня пластифікація полімеру і подавання його у зону стискування
- B — зона стискування, полімер переходить у стан рідинно-плинного стану, матеріал інтенсивно перемішується та гомогенізується
- C- кінцева зона, полімер у плинному стані остаточно доводиться до однорідного стану, нагромаджується на кінці шнека звідки він впорскується у порожнину прес-форми.
- Характерні розміри шнека:
- відношення довжини до діаметра від 15 до 25
- крок витків шнека — від 0,8 до 1,2 діаметра шнека
- боковий зазор між витками шнека і внутрішньою по верхньою циліндра — від 0,02 до 0,03 діаметра шнека
- Привод шнека
- Обертання шнека переважно забезпечується гідромотором від гідропривода. Використовується також і електропривод, що забезпечує вищу точність. Це актуально у разі виливанні малих деталей, коли істотною є висока точність і повторюваність отримуваних виливок.
- Елементи нагрівання
- Найчастіше застосовуються електричні нагрівні елементи. Вони призначені для підтримання відповідної температури циліндра, від стінок якого нагрівається матеріал та переходить у плинний стан.
- Муфта привода
- Завданням цього вузла є від'єднувати шнек від привода на час впорскування, коли шнек здійснює поступальний рух, працюючи як поршень.
- Вузол виштовхування
- Призначений для відділення виготовленої деталі від форми. Ці механізми бувають гідравлічні, у яких виштовхування відбувається за допомогою гідравлічного двигуна за командою від системи керування, і механічні коли виштовхування деталі настає через упор форми, що відкривається в відповідний пуансон а також пневматичні, коли виливок відділяється від прес-форми дією тиску повітря, що подається між матрицею і вилитою деталлю.
- Силові гідравлічні циліндри
- Призначені для розмикання та замикання форми а також для надання шнеку поступального руху при впорскуванні та дотискуванні розплаву у порожнину прес-форми при тисках 140…160 МПа.
- Вузол замикання форми
- Часто застосовується шарнірно-важільний механізм замикання форми. Призначений для утримування форми замкненою під час впорскування, коли тиск у формі зростає. Замикання форми також може забезпечуватись силовими гідроциліндрами. Таке рішення робить можливим зменшення габаритів термопластавтомата. Зазвичай реалізується за допомогою концентрично розташованих гідроциліндрів:
- менший, внутрішній, що виконує закривання і відкривання форми;
- більший, зовнішній, що відповідає за дотискування форми з відповідною силою, яка запобігає розкриванню форми в момент впорскування та витримування під тиском.
- Системи охолодження
- Термопластавтомат містить дві незалежних системи охолодження. Система охолодження оливи гідропривода, що понижує температуру оливи до значень у діапазоні 35…60 °C. Система охолодження форми, завданням якої є пониження температури виливка перед відкриттям прес-форми.
- Система підігріву форми
- Великі форми через ускладнену форму каналів ливникової системи містять систему підігрівання, що запобігає твердненню матеріалу у каналах. Ці системи поділяються на вбудовані (внутрішні) і зовнішні, що живляться і контролюються незалежно від системи керування ливарною машиною.
Виробники термопластавтоматів
Найпоширеніші марки термопластавтоматів випускають компанії"ENGEL" (Австрія), Demag, Arburg, Battenfild, Krauss-Maffei (Німеччина), Haitian (Китай), Netstal (Швейцарія), LS (Південна Корея), BM Biraghi (Італія), Husky (Канада), Ferromatik (США). В Україні термопластавтомати випускаються Хмельницьким ТОВ «Полімермаш».
Див. також
Джерела
- Суберляк О. В. Технологія переробки полімерних та композиційних матеріалів : підруч. [для студ. вищ. навч. закл.] / О. В. Суберляк, П. І. Баштанник. — Львів : Растр-7, 2007. — 375 с. — ISBN 978-966-2004-01-4
- Бортников В. Г. Основы технологии переработки пластических масс. Л.: Химия, 1983.
- Основы технологии переработки пластмасс: Учебник для вузов/ С. В. Власов, Л. Б. Кандырин, В. Н. Кулезнев и др. — М.: Химия, 2004. — 600с. — ISBN 5-03-003543-5
- Брагинский В. А. Точное литье изделий из пластмасс. — Л.: Химия, 1977. — 112 с.
- Видгоф Н. Б. Основы конструирования литьевых форм для термопластов. — М.: Машиностроение, 1979. — 261 c.
- Литье под давлением / М. Б. Беккер, М. Л. Заславский, Ю. Ф. Игнатенко и др. — 3-е изд., пефраб. и доп. М.: Машиностроение, 1990, — 400 с. ISBN 5-217-00847-4