Лазерне наплавлення
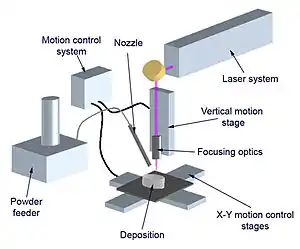
Ла́зерне напла́влення (англ. laser cladding) — метод відновлення зношених або підвищення міцності нових деталей машин і механізмів, за допомогою створення на поверхні виробу плакувального шару з порошкового матеріалу, із проплавленням його лазерним променем.
Технологія
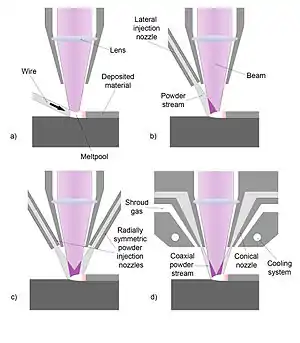
Існує три способи лазерного наплавлення:
- з подаванням матеріалу в зону плавлення (газопорошкове лазерне наплавлення);
- оплавлення попередньо нанесених порошкових паст (шлікерних покрить);
- оплавлення напилених шарів (лазерне переплавлення напилених покрить).
Газопорошкове лазерне наплавлення
Для транспортування порошку у зону наплавлення застосовують повітря, азот, гелій, аргон або вуглекислий газ. У випадку наплавлення самофлюсованих порошків тип газу практично не впливає на процес формування покрить. При використанні несамофлюсованих порошків слід застосовувати інертні гази щоб уникнути окиснення матеріалу порошку. При цьому найкращі технологічні властивості мають гранульовані порошки з розміром частинок 40…160 мкм.
Шлікерне лазерне наплавлення
При лазерному наплавленні з оплавленням шлікерних покрить найважливішим є вибір в'яжучої речовини для приготування пасти. Відоме застосування як зв'язки таких речовин: епоксидна смола, самотвердні пластмаси, ізопропіловий спирт, рідке скло, силікатний клей, вуглеводні, клей БФ-2, цапонлак, клейстер, клей «Суперцемент» тощо. Метод є перспективним при нанесенні одиничних валиків.
Лазерне переплавлення напилених покрить
Одержання товстих поверхневих шарів із перекриттям смуг добре забезпечується при оплавленні лазером попередньо напилених покрить. Основні переваги методу над шлікерним є: відсутність вигорання шару по боках від оплавленого об'єму, повніше використання порошку, відсутність кіптяви і сажі. Одночасно вдається покращити властивості напилених покрить, особливо їх адгезію з основою.
Переваги лазерного наплавлення
До основних переваг лазерного наплавлення належать:
- мале (локальне) і контрольоване за глибиною проплавлення при високій міцності зчеплення
- можливість отримання тонких (від 0,3 мм) шарів;
- малі деформації наплавлених деталей завдяки мінімізації зони термічного впливу;
- можливість нанесення покриття на важкодоступні поверхні;
- можливість підведення лазерного випромінювання до декількох робочих місць, що скорочує час не переналагодження обладнання;
- отримане покриття характеризується підвищеною стійкістю до корозії та ерозії;
- можливість обробки великогабаритних деталей завдяки високій продуктивності (10-25 кг/год) наплавлення;
- мінімальне перемішування основного матеріалу і матеріалу наплавлення.
Застосування
Промінь імпульсного лазера має найбільший коефіцієнт зосередженості зварювального джерела енергії, тому діаметр сфокусованого променя лазера становить 0,2…0,3 мм, що дозволяє мінімізувати об'єми розплаву і відповідно зменшити передачу тепла в оброблюваний матеріал.
Відновлювальне наплавлення застосовується для отримання первинних розмірів зношених або пошкоджених деталей. У цьому випадку наплавлений метал близький за складом і механічними властивостями до основного металу.
Лазерне наплавлення застосовується у випадку, якщо зона термічного впливу повинна бути мінімальною. Такій обробці піддаються хрестовини карданних валів (через жорсткий допуск на перпендикулярність осей) і тонкостінної оболонки самих карданних валів. Крім того, лазерне наплавлення може використовуватися для обробки схильних до зносу деталей з великими габаритами.
Джерела
- Черненко В. С., Ківдрачук М. В., Дудка О. І. Променеві методи обробки: Навч. посібник. — К.: Кондор, 2004. — 166 с. — ISBN 966-7982-70-Х
- Інженерія поверхні: Підручник / К. А. Ющенко, Ю. С. Борисов, В. Д. Кузнецов, В. М. Корж — К.: Наукова думка, 2007. — 559 с. — ISBN 978-966-00-0655-3
- Григорьянц А. Г. Основы лазерной обработки материалов. М.: Машиностроение 1989. — 304 с. — ISBN 5-217-00432-0
- Хасуи А., Моригаки О. Наплавка и напыление. Пер. с яп. М.: Машиностроение, 1985. — 240 с.
- Молодык Н. В., Зенкин А. Р. Восстановление деталей машин. Справочник. — М.: Машиностроение, 1989, — 480 с.
