Плазмове напилення
Пла́змове напи́лення — газотермічне напилення, під час якого використовується струмінь електронів, іонів та нейтральних атомів газу, з якого утворюється плазма[1] з використанням плазмотронів.

Плазмове напилювання, під час якого плазмовий струмінь створюється за допомогою електричної дуги носить назву плазмово-дугове напилювання[1]
При плазмовому напиленні покриття формується з дрібних розплавлених частинок, які переносяться на поверхню при розпилюванні плазмою дроту, стержнів, стрічок або порошку. У технологіях плазмового напилення велике значення мають час перебування частинок в плазмі і час доставки нагрітих частинок до підкладки, вдосконалення плазмових установок, знання процесів, що протікають в низькотемпературній плазмі при напиленні покриттів.
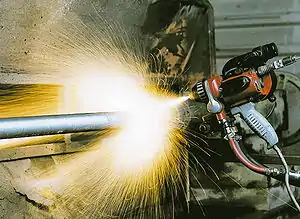
Принцип плазмового напилення. Між катодом і мідним водоохолоджуваним соплом, що служить анодом, виникає дуга, що нагріває робочий газ, який поступає в сопло пальника та витікає з сопла у вигляді плазмового струменя. Як робочий газ використовують аргон або азот, до яких іноді додають водень. Порошковий наплавлюваний матеріал подається в сопло струменем транспортуючого інертного газу, нагрівається плазмою і з прискоренням переноситься на поверхню основного матеріалу для утворення покриття. Середня температура плазми на виході з сопла плазмотрона у потоці плазми частинки порошку нагріваються приблизно до 10000 К. Передача теплоти від плазми до порошкових частинок здійснюється в основному теплопровідністю і конвекцією.
Слід зазначити, що швидкість частинок, що падають на деталь по перетину плями напилення розподіляється дуже нерівномірно і на периферії може бути в 3-4 рази меншою, ніж в центрі плями.
Під дією поверхневого натягу розплавлені частинки набувають форми сфери. Сферичні частинки на шляху до підкладки остивають і, падаючи на поверхню деталі, розтікаються і кристалізуються. Чергові порції розплавлених частинок падають на частинки покриття, що вже кристалізувалися, тобто розплавлені частинки практично за весь час напилення падають на затверділу поверхню і утворюють пластинчасту структуру. Покриття формується шляхом послідовного укладання частинок, що деформуються. Процес супроводжується утворенням мікропорожнин, які заповнюються газом. Для зменшення пористості і підвищення однорідності напилюваних покриттів зменшують розмір напилюваних частинок. Проте дуже дрібні частинки (розмір фракції менше 10-20 мкм) часто виявляються непридатними. Швидка кристалізація частинок на поверхні деталі дозволяє одержувати покриття із структурою пересичених твердих розчинів. Якість покриття залежить від процесів, що протікають при взаємодії частинок з плазмою, і від процесів при формуванні покриття на поверхні деталі (якість контактів між частинками, швидка кристалізація і деформація частинок, взаємодія напилюваної речовини із зовнішнім середовищем). Найважливіше значення має середовище, в якому здійснюється процес осадження тих або інших покриттів.
Плазмове напилення може здійснюватися у вакуумі на повітрі або у контрольованій атмосфері. Як плазмоутворюючі гази можуть використовуватися Ar, Н2, Не, N2 або їх суміші. Істотне покращення властивостей покриттів досягається при використанні плазмового напилення у вакуумі. Вакуумна плазмова технологія має ряд переваг:
- Швидкість частинок напилюваних речовин в 2-3 рази вища, ніж при плазмовому напиленні на повітрі. Це забезпечує вищу щільність покриттів, менш ніж до 0,5% зменшує пористість, підвищує якість поверхонь.
- Покращуються умови для взаємодифузії між покриттям і підкладкою та підвищення адгезії.
- При нанесенні покриттів у вакуумі відсутні реакційні гази, які можуть приводити до окислення металів, погіршення зчеплення і сколювання кераміки. Склад покриття на деталях повністю відповідає складу початкового матеріалу для покриття.
- Високий відсоток використання матеріалів для покриття (до 40%). При вакуум-плазмовому напиленні одержують щільніші покриття, ніж в установках електронно-променевого випаровування.
- Найбільш висока точність контролю складу покриття, ніж при будь-якому іншому процесі.
- Метод дозволяє напилювати матеріали з великою відмінністю тиску пари при збереженні низьких значень температури поверхні деталей (200–300ºС), що виключає структурні зміни і поверхневому шарі підкладки. Плазмовий метод широко використовується для нанесення як керамічних, так і металевих покриттів.
Методу властивий ряд обмежень, які пов'язані з такими чинниками:
- застосування матеріалів із стабільною рідкою фазою.
- мінімальна товщина покриттів обмежена розмірами частинок порошків.
- метод не дозволяє покривати внутрішні поверхні.
- розміри деталей, що покриваються, обмежені розмірами вакуумної камери.
Найважливіше значення в технології плазмового напилення має розробка і підготовка порошкових матеріалів. Керамічний або металевий порошок нагнітається у високотемпературну швидкісну плазмову дугу, в якій відбувається плавлення частинок порошку, що летить до деталі. Рідкі частинки вдаряються об поверхню деталі, і формується покриття. Для отримання якісного покриття проводять оптимізацію великої кількості параметрів, які ретельно контролюються і регулюються за допомогою автоматичних систем, які істотно ускладнюють технологічний процес. До параметрів відносяться діаметр сопла для управління плазмовим факелом, місце введення порошку, кут розпилювання порошку. Ці параметри контролюють структуру плазмового факела. Стійкість роботи плазмової дуги регулюється і контролюється її потужністю, відстанню до підкладки, складом первинного і вторинного газу, що подається, швидкістю потоку газу в дузі, швидкістю потоку несучого газу, також швидкістю подачі, витратою матеріалу порошку, тобто частинки розподіляються за розмірами, формою і кристалографічними фазами.
При плазмовому напиленні із забезпеченням динамічного тиску за допомогою аргону розплавлені частинки кераміки з високою швидкістю падають на м'який шорсткий поверхневий шар металевого покриття і за допомогою механічної адгезії утримуються на поверхні деталей. Для отримання високої довговічності покриття повинне містити 5-10% мікропор, гомогенно розподілених за об'ємом.
Примітки
- ДСТУ 3761.5-98 Зварювання та споріднені процеси. Частина 5. Газотермічне напилення. Терміни та визначення.]]
