Балансування обертових мас
Балансува́ння оберто́вих мас (англ. balancing) — процедура, що складається з оцінки розподілу мас ротора і, за необхідності, їх перерозподілу таким чином, щоб значення залишкового дисбалансу, вібрації або сил, що впливають на опору на частоті обертання ротора, не виходили за межі встановлених допустимих значень[1].
Балансування включає в себе визначення значень і кутів дисбалансу і зміну їх коригуванням мас. Балансування може виконуватись як за допомогою балансувальних верстатів, так і безпосередньо під час експлуатації.
Базові поняття
Ротор — тіло, яке при обертанні утримується своїми несними поверхнями в опорах.
Центральні осі — система взаємно перпендикулярних осей, що беруть початок у центрі мас тіла або механічної системи.
Головна центральна вісь інерції — центральна вісь твердого тіла або механічної системи, відносно якої відцентрові моменти інерції тіла або системи дорівнюють нулю.
Ексцентриситет маси — відстань від центра мас до осі обертання.
Незрівноваженість ротора — стан ротора, при якому результатом дії відцентрових сил є силовий або кінематичний вплив на його опори.
Дисбаланс
При виготовленні обертових деталей (наприклад, валів, маховиків, зубчастих коліс, шківів, дисків турбін тощо, які у подальшому викладі об'єднані під назвою «ротор») внаслідок неоднорідності матеріалу, неточності обробки або монтажу можлива розбіжність центра мас деталей або складальних одиниць з віссю їх обертання або ж зміщення цієї осі відносно геометричної осі обертової деталі, що за величиною характеризується дисбалансом.
При роботі механізмів і машин дисбаланс викликає появу додаткових динамічних навантажень на елементи з'єднань та опори підшиників (вальниць). Ці навантаження є джерелом додаткових напружень, що обумовлюють підвищений знос окремих деталей і складальних одиниць, їх коливання та вібрації.
Види незрівноваженості
У першому випадку, коли центр мас деталі не лежить на її осі обертання, має місце статична незрівноваженість, а в другому випадку, коли вісь обертання не збігається з однією з головних центральних осей інерції, має місце динамічна незрівноваженість з її частковими випадками моментною і квазістатичною незрівноваженістю.
Усунення незрівноваженості відбувається у результаті балансування обертових мас. Балансування є однією з відповідальних технологічних операцій складання.
Статичне балансування
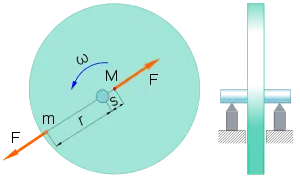
У випадку статичної незрівноваженості при обертанні деталі з кутовою швидкістю ω виникає відцентрова сила інерції

де:
- — маса деталі;
- — ексцентриситет маси;
- — лінійна швидкість центру мас.



Сила інерції F спрямована радіально від осі обертання. При обертанні деталі вона постійно змінює свій напрям, чим викликає коливання і вібрації як самої деталі, так і усієї машини. Добуток Ms є мірою статичної незрівноваженості обертової деталі та називається статичним дисбалансом.
Для статичного зрівноваження достатньо розташувати у площині, що перпендикулярна до осі обертання, противагу масою m на відстані r, що викликає зрівноважувальну силу інерції F, рівну за величиною силі інерції від дисбалансу і протилежною до неї за напрямом: .

Статичне балансування, в результаті якого зміщений при обробці деталі центр мас повертається на вісь обертання, може бути проведене за допомогою досить простих пристроїв.
Якщо деталь, що потребує балансування, покласти цапфами на дві паралельні горизонтальні сталеві призми, то вона буде перекочуватися по призмах доти, поки центр мас не займе найнижче положення, тобто буде розташований внизу на вертикалі, що проходить через її вісь обертання. Довжина призм береться такою, щоб деталь вільно могла робити не менше двох вільних обертів. Прикріплюючи у верхній частині деталі пробний вантаж (противагу), можна домогтися її байдужого кутового положення на призмах. Противагу кріплять на певному радіусі. Часто замість встановлення противаг з протилежного боку видаляють частину металу деталі з боку дисбалансу (наприклад, висвердлюють отвори). Як противаги іноді використовують свинець, який заливають у спеціально висвердлені отвори. Усунення незрівноваженості шляхом висвердлювання отворів використовується, наприклад, при балансуванні колінчастих валів двигунів внутрішнього згоряння.
Найчастіше для статичного балансування застосовують пристрої, в яких замість сталевих призм застосовуються дві пари загартованих сталевих роликів, що вільно обертаються у підшипниках кочення. Процес балансування деталей здійснюється аналогічно.
У масовому виробництві, наприклад в автотракторній промисловості, для статичного балансування маховиків і шківів застосовують спеціальні верстати, що дозволяють визначити масу металу і місце на деталі, звідки цей метал необхідно видалити. На верстаті є свердлильний пристрій, що дозволяє видаляти «зайвий» метал у процесі балансування.
Динамічне балансування

S — центр мас
Mp — момент сил від дисбалансу
I1 — головна вісь інерції ротора
A, B — реакції опор на дисбаланс
m -противаги
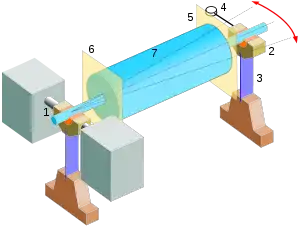
1 — жорстка опора
2 — пружна опора
3 — пружна пластина
4 — вимірювач коливань
5,6 — площини балансування
7 — ротор
Динамічна незрівноваженість
У випадку динамічної незрівноваженості виникає момент від сил інерції Mp, при цьому центр мас деталі S може знаходитись на осі обертання. Незрівноважений момент від сил інерції Mp викликає в опорах додаткові реакції A і B. Із зменшенням довжини ротора (відстані між опорами) величина цього моменту зменшується. Тому для відносно тонких обертових деталей, довжина яких не перевищує 2…3 діаметрів (махові колеса, шківи, зубчасті колеса тощо) застосовують лише статичне балансування.
Динамічна незрівноваженість не може бути встановлена при перебуванні деталі у стані спокою. Динамічне балансування проводять на спеціальних балансувальних верстатах, у яких використовуються коливання незрівноважених деталей при швидкому їх обертанні. За результатами проведених вимірювань при визначенні величини та кутів дисбалансів, що відповідають незрівноваженому моменту, використовують аналітичні, графоаналітичні, обчислювальні, ітераційні та ін. підходи.
Устаткування для динамічного балансування
Схема балансувального верстата з пружною опорою показана на малюнку.
На осі ротора 7 встановлюються два диски, на яких закріплюються додаткові маси при балансуванні. Площина одного з дисків проходить поблизу жорсткої опори 1 (площина корекції 6), а в площині другого диска поблизу пружної опори 2 (площина корекції 5) знаходиться пристрій вимірювання коливань 5. Ним служить індикатор максимальних відхилень годинникового типу. Слід відзначити, що місце установки індикатора не має принципового значення, оскільки при балансуванні можна обмежитись відносними величинами лінійного або кутового зміщення ротора при коливаннях.
Метод трьох прокручувань
Незрівноважена сила B, що знаходиться в площині 5, викликає коливання опори. Сила A в площині 6 на цей рух практично не впливає, тому що момент її при будь-якому куті повороту ротора відносно опори в площині 6 близький до нуля. Вважається, що амплітуда коливань пружної опори лінійно залежить від сили інерції, яка лежить в площині корекції. Спосіб, за яким знаходять величину і положення противаги, встановленої в площині 5 для компенсації сили інерції в тій же площині, зветься методом трьох прокручувань. Він полягає в наступному.
Розкручується ротор до кутової швидкості, більшої за критичну і залишається у стані вільного вибігу. Індикатор коливань при резонансі покаже амплітуду, пропорційну А1.
У довільній точці площини корекції встановлюється додатковий вантаж. Робиться повторне прокручування. Одержана амплітуда коливань А2 викликається невідомим статичним моментом дисбалансу ротора, пропорційним А1, і відомим статичним моментом додаткового вантажу, пропорційним Аd, (координата і маса цього вантажу відомі).
Переноситься цей же вантаж на діаметрально протилежну точку і робиться повторний розгін ротора. Одержана амплітуда А3 складається з тих же доданків, але розташованих під іншими кутами. Схема плану амплітуд дозволяє знайти положення і величину необхідної противаги, що розташована в площині 5: кут її встановлення визначається безпосереднім виміром, а величина визначається порівнянням А1 з А3. Після зрівноваження площини 5 фіксується опора 2 і розфіксовується опора 1 у якій встановлюється вимірювач коливань і аналогічно проводять зрівноважування у площині 6.
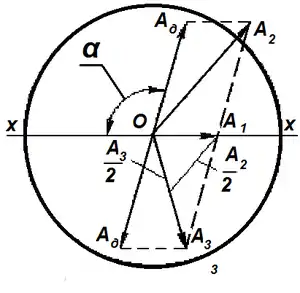
Визначення дисбалансу графоаналітичним методом
- Будується у довільному масштабі вектор А1.
- Робиться засічка радіусом 0,5А3 з початку А1 і радіусом 0,5А2 з її кінця, провести пряму від початку А1 через точку перетину дуг і відкласти на ній кінець вектора А3.
- Кінці векторів А3 і А1 з'єднати прямою, продовживши її за кінець А1.
- Дугою А2 зробити засічку на цій прямій і одержати точку А2.
- Через початок А1 провести пряму, паралельну прямій Аd.
- Через кінці А3 і Аd провести прямі, паралельні А1, а саму пряму ОА1 продовжити за точку О.
- Виміряти або визначити обчисленням кут між продовженням ОА1 і Аd.
Допустимий залишковий дисбаланс
Сучасне балансувальне обладнання дозволяє досить суттєво знизити дисбаланс ротора, проте з економічної точки зору надмірне завищення вимог до якості балансування є невигідним. Тому вирішення питання: до якого ступеня доцільно знизити дисбаланс ротора, — повинно шукатись виходячи з компромісу між технічними і економічними вимогами.
Значення рекомендованих класів точності балансування жорстких роторів для різних машин і механізмів приводяться у ISO 1940-1:2003[1]:
| Клас точності балансування | Показник класу точності балансування (мм/с) | Види машин (роторів) |
|---|---|---|
| G 4000 | 4000 | Приводні колінчасті вали (конструктивно не зрівноважені) для великих низькошвидкісних суднових дизельних двигунів (швидкість руху поршня менша від 9 м/с) |
| G 1600 | 1600 | Приводні колінчасті вали (конструктивно зрівноважені) для великих низькошвидкісних суднових дизельних двигунів (швидкість руху поршня менша від 9 м/с) |
| G 630 | 630 | Приводні колінчасті вали (конструктивно не зрівноважені) на віброізоляторах |
| G 250 | 250 | Приводні колінчасті вали (конструктивно не зрівноважені) на жорстких опорах |
| G 100 | 100 | Двигуни зворотно-поступальної дії в зборі для легкових автомобілів, вантажівок і локомотивів |
| G 40 | 40 | Деталі автомобілів: колеса, колісні диски, колісні пари, трансмісії. Приводні колінчасті вали (конструктивно зрівноважені) на віброізоляторах. |
| G 16 | 16 | Сільськогосподарські машини. Приводні колінчасті вали (зрівноважені) на жорстких опорах. Дробарки. Приводні вали (карданні вали, гвинтові вали) |
| G 6.3 | 6,3 | Авіаційні газові турбіни. Центрифуги (сепаратори, відстійники). Електричні двигуни і генератори (з висотою осі вала не меншою від 80 мм) з максимальною номінальною частотою обертання до 950 хв−1. Електричні двигуни з висотою осі вала меншою від 80 мм. Вентилятори Зубчасті передачі. Машини загального призначення. Металорізальні верстати. Обладнання паперової промисловості. Насоси. Турбонагнітачі, Водяні турбіни. |
| G 2.5 | 2,5 | Компресори. Приводи з управлінням від комп'ютера. Електричні двигуни і генератори (з висотою осі вала не меншою за 80 мм) з максимальною номінальною частотою обертання понад 950 хв−1. Газові та парові турбіни. Приводи металорізальних верстатів. Верстати текстильної промисловості. |
| G 1 | 1 | Приводи аудіо-та відеоапаратури. Приводи шліфувальних верстатів (машин) |
| G 0.4 | 0,4 | Шпинделі і приводи високоточного обладнання. Гіроскопи |
Міжнародні стандарти
- ISO 1925:2001 Mechanical vibration — Balancing — Vocabulary
- ISO 1940-1:2003 Mechanical vibration — Balance quality requirements for rotors in a constant (rigid) state — Part 1: Specification and verification of balance tolerances
- ISO 1940-2:1997 Mechanical vibration — Balance quality requirements of rigid rotors — Part 2: Balance errors
- ISO 2953:1999 Mechanical vibration — Balancing machines — Description and evaluation (Балансировочные станки — описание и оценка)
- ISO 3719:1994 Mechanical vibration — Symbols for balancing machines and associated instrumentation
- ISO 7475:2002 Mechanical vibration — Balancing machines — Enclosures and other protective measures for the measuring station
- ISO 8821:1989 Mechanical vibration — Balancing — Shaft and fitment key convention
- ISO 10814:1996 Mechanical vibration — Susceptibility and sensitivity of machines to unbalance
- ISO 11342:1998 Mechanical vibration — Methods and criteria for the mechanical balancing of flexible rotors
- ISO 18431-1:2005 Mechanical vibration and shock — Signal processing — Part 1: General introduction
- ISO 18431-2:2004 Mechanical vibration and shock — Signal processing — Part 2: Time domain windows for Fourier Transform analysis
- ISO 18431-4:2007 Mechanical vibration and shock — Signal processing — Part 4: Shock-response spectrum analysis
- ISO 19499:2007 Mechanical vibration — Balancing — Guidance on the use and application of balancing standards
- ISO 20806:2009 Mechanical vibration — Criteria and safeguards for the in-situ balancing of medium and large rotors
Примітки
- ISO 1940-1:2003 Mechanical vibration — Balance quality requirements for rotors in a constant (rigid) state — Part 1: Specification and verification of balance tolerances (IDT)
Джерела
- Кіницький Я. Т. Теорія механізмів і машин: Підручник. — К.: Наукова думка,2002. — 660 с. ISBN 966-00-0740-Х
- Теорія механізмів і машин. Курс лекцій для студентів напряму підготовки 0902 «Інженерна механіка» денної та заочної форм навчання / Б. I. Червоний. — Рівне: НУВГП , 2006. — 216 с.
- Кореняко О. С. Теорія механізмів і машин: Навчальний посібник / За ред. Афанасьєва М. К. — К.: Вища школа,1987. — 206 с.
- Артоболевский И. И. Теория механизмов и машин: Учеб. для втузов. — 4-е изд., перераб. И доп. — М.: Наука. Гл. ред. физ.-мат. лит., 1988. — 640 с.
- Левит М. Е. Балансировка деталей и узлов / М. Е. Левит, В. М. Рыженков. — М.: Машиностроение, 1986. — 320 с.