Електроерозійна обробка
Електроерозі́йна обро́бка (англ. EDM — Electric discharge machining) є різновидом електрофізичної обробки і характеризується тим, що зміна форми, розмірів та якості поверхні заготовки з електропровідного матеріалу відбувається під дією електричних (іскрового чи дугового) розрядів.


Електроерозійна обробка базується на використанні контрольованого руйнування електропровідного матеріалу під дією електричних розрядів між двома електродами, тобто це вид механообробки з використанням електричної ерозії.
Історична довідка
- Початки вивчення електроерозійних ефектів сягають 1770, коли англійський вчений Джозеф Прістлі відкрив ерозійний вплив електричних зарядів на метали.
- Творцями технології електроерозійної обробки є радянські вчені — подружжя Б. Р. Лазаренко та Н. Й. Лазаренко у 1943 році[1].
- У 1952 році виробничою фірмою «Charmilles» створено першу машину, що використовувала іскрову обробку, яка була представлена вперше на європейській виставці верстатів в 1955 році[2].
- У 1969 році швейцарська фірма «Agie» представила перший верстат з ЧПК електроімпульсної обробки непрофільованим електродом[3].
Основні принципи обробки
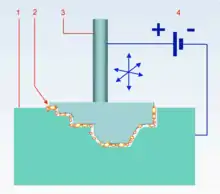
Одним з електродів є оброблювана деталь, другим електродом є інструмент. Розряди між електродами здійснюються періодично, імпульсами так, щоб середовище між ними встигло відновити свою електричну міцність. З метою зменшення ерозії електроду-інструменту для створення розрядів використовуються уніполярні імпульси струму. Полярність електродів пов'язана із тривалістю імпульсу, оскільки при малій тривалості імпульсу переважає ерозія аноду, а при великій тривалості імпульсу переважає ерозія катоду. Тому на практиці використовуються обидва способи подачі уніполярних імпульсів: з під'єднанням деталі до додатного полюса генератора імпульсів (так зване ввімкнення на пряму полярність), і з під'єднанням деталі до від'ємного полюса (ввімкнення на зворотню полярність).
Електричні розряди виникають при пропусканні імпульсного електричного струму в проміжку величиною 0,01…0,05 мм між електродом-заготовкою і електродом-інструментом. Під дією електричних розрядів матеріал заготовки плавиться, випаровується і видаляється з міжелектродного проміжку в рідкому чи пароподібному стані. Такі процеси руйнування електродів (заготовок) носять назву — «електрична ерозія».
З метою інтенсифікації електричної ерозії проміжок між заготовкою та електродом заповнюють діелектричної рідиною (гас, мінеральна олива, дистильована вода). При досягненні на електродах напруги, рівної напрузі пробою, в середовищі між електродом і заготовкою утворюється канал провідності у вигляді заповненої плазмою циліндричної області малого перетину з густиною струму 8000…10000 А/мм². Висока густина струму, підтримувана протягом 10−5…10−8с, забезпечує досягнення температури на поверхні заготовки до 10000…12000 °C. Середня сила струму під час електроерозійної обробки залежить від площі поверхні, що обробляється. Так, при площі обробки 3600 мм², оптимальний струм становить приблизно 100 А.
Видалений з поверхні заготовки метал охолоджується діелектричною рідиною і застигає у вигляді сферичних гранул діаметром від 0,01 до 0,005 мм. В кожний наступний момент часу імпульс струму пробиває міжелектродний проміжок у тому місці, де відстань між електродами виявилась найменшою. Безперервне підведення імпульсів струму і автоматичне зближення електрода-інструмента з електродом-заготовкою забезпечують продовження ерозії доти, доки не буде досягнуто заданого розміру заготовки, або не буде видалений увесь метал заготовки в міжелектродному проміжку.
Основні недоліки електроерозійної обробки це мала продуктивність (швидкість подачі зазвичай є меншою за 1 мм/хв) і значне електроспоживання.
За режимами здійснення електроерозійна обробка поділяється на електроіскрову і електроімпульсну.
Електроіскрові режими
Електроіскрові режими характеризуються використанням іскрових розрядів малої тривалості (10−5…10−7с) при прямій полярності підключення електродів (заготовка «+», інструмент «-»).
В залежності від потужності іскрових розрядів режими визначають як жорсткі і середні (для попередньої обробки), та м'які і особливо м'які (для остаточної обробки). Використання м'яких режимів забезпечує досягнення точності розмірів оброблюваної деталі з відхиленням до 0,002 мм при параметрі шорсткості обробленої поверхні Ra = 0,01 мкм.
Електроіскрові режими використовують при обробці твердих сплавів, важкооброблюваних металів і сплавів (танталу, молібдену, вольфраму і т. д.); обробляють наскрізні і глибокі отвори будь-якого поперечного перерізу, отвори з криволінійними осями, використовуючи дротові і стрічкові електроди, вирізують деталі з листових заготовок; нарізують зуби і різь, шліфують і таврують деталі.
Для проведення обробки на електроіскрових режимах використовують верстати, оснащені RC-генераторами, що складаються із зарядного і розрядного контуру. Зарядний контур містить конденсатор С, що заряджається через опір R від джерела струму з напругою 100…200 В, а у розрядний контур, паралельно до конденсатора С, підключені електроди — інструмент і заготовка.
Як тільки напруга на електродах досягає пробійної величини, через міжелектродний проміжок проходить іскровий розряд. Джерелом енергії для розряду є накопичувальний конденсатор С. Продуктивність ерозійного процесу може бути збільшена шляхом зменшення опору R. Сталість міжелектродного проміжку підтримується спеціальною системою слідкування, що керує механізмом автоматичного руху подачі інструменту, виготовленого з міді, латуні чи вуглеграфітового матеріалу.
Електроімпульсні режими
Електроімпульсні режими характеризуються використанням імпульсів великої тривалості (0,5…10 с), що відповідають дуговому розряду між електродами та інтенсивнішому руйнуванню катоду. Через це при електроімпульсних режимах катод сполучається із заготовкою, що забезпечує вищу продуктивність ерозії (в 8…10 разів) і менший, ніж при електроіскрових режимах, знос інструменту.
Пріоритетною областю використання електроімпульсних режимів є попередня обробка заготовок деталей зі складним профілем (матриці штампів і прес-форм, лопатки турбін і т. д.), що виготовляються зі сплавів та сталей, котрі важко піддаються обробці традиційними методами.
Електроімпульсні режими реалізуються установками, в яких на електроди подаються уніполярні імпульси від електромашинного чи електронного генератора. Виникнення ЕРС індукції у намагніченому тілі, що рухається під деяким кутом до напрямку осі намагнічування дозволяє отримувати більший струм.
Примітки
- Электрофизические и электрохимические методы обработки[недоступне посилання з липня 2019]
- The History of EDM. Процитовано 2012-28-05. Історія електроерозійної обробки. (англ.)
- What is Wire EDM? на сайті jobshop.com/ (англ.)
Джерела
- Антосяк В. Г., Могорян Н. В. Электрофизические методы обработки материалов / Под ред. Н. К. Фатеева; Кишиневский политехнический институт им. Лазо — Кишинев: Штиинца, 1987–145 с.
- Справочник по электрохимическим и электрофизическим методам обработки / Г. Л. Амитан, И. Е. Байеупов, Ю. М. Барон и др.; Под общ. ред. В. А. Валосатого. — Л.: Машиностроение, 1988. — 719 с. — ISBN 5-217-00267-0
- Немилов Е. Ф. Электроэрозионная обработка материалов. — Л.: Машиностроение, 1983.
