Оптичне скло
Оптичне скло — прозоре скло спеціального складу, що використовується для виготовлення різних деталей оптичних приладів.
Від звичайного технічного скла відрізняється особливо високою прозорістю, чистотою, безбарвністю, однорідністю, а також строго нормованими заломлювальною здатністю, дисперсією, в необхідних випадках — кольором. Виконання всіх цих вимог значно ускладнює і здорожує виробництво оптичного скла. В силу виключно високих вимог, що ставляться до якості зображення в оптичних системах, природно виникла необхідність у виготовленні широкого асортименту спеціальних сортів скла, різних за своїми властивостями.
Хімічний склад
До складу шихти для варіння оптичного скла зазвичай входить чистий кремнезем, сода, борна кислота, нерідко — солі барію, оксид свинцю, фториди та інші компоненти.
Основні оптичні властивості скла
Основні властивості оптичного скла характеризуються показником заломлення, середньою дисперсією і коефіцієнтом дисперсії. В окремих випадках для характеристики оптичних стекол використовуються часткові дисперсії та відносні часткові дисперсії.
Показник заломлення
З XIX століття (з часів Шотта і Аббе) і до недавнього часу для характеристики оптичних стекол використовувався показник заломлення , який визначається для жовтої спектральної D -лінії натрію (λ = 589,3 нм).

Однак це не одинична лінія, а пара: так званий «натрієвий дублет», що не могло не позначитися на точності вимірювань. Тому зараз за головний показник заломлення () приймають його значення або для жовтої d-лінії гелію з λ = 587,56 нм, або для жовто-зеленої e-лінії ртуті з λ = 546,07 нм перший () використовується такими виробниками як Schott, Hoya, Ohara тощо, другий (), зокрема, прийнятий у документації російських виробників.



Нині досягнуті межі значень промислових оптичних стекол становлять приблизно 1,43 — 2,17.
Допустиме відхилення залежить від категорії оптичного скла і нормується величиною ±(3-20)×10−4.
Середня дисперсія
Середня дисперсія — визначається як різниця показників заломлення для синьої лінії спектра λ=488,1 нм і для червоної лінії спектра з λ=656,3 нм; величина середньої дисперсії подається як ()×105 і лежить у діапазоні 639 — 3178, з допустимим відхиленням ±(3-20)×10−5.



Коефіцієнт дисперсії
Коефіцієнт дисперсії (число Аббе, ) — задається відношенням різниці показника заломлення без одиниці до середньої дисперсії. Раніше визначалося виразом, що включає показник заломлення для жовтої спектральної лінії натрію.


В даний час основними варіантами коефіцієнта дисперсії є, або

або

де середня дисперсія визначається, як різниця показників заломлення для блакитної (F) і червоної (C) ліній кадмію.
В даний час значення для промислових оптичних стекол знаходяться в межах від 17 до 95.

Часткові дисперсії та відносні часткові дисперсії
Часткові дисперсії — це різниці двох значень показника заломлення для деяких довільно обраних довжин хвиль і , що не збігаються з довжинами хвиль і , вибраними для розрахунку середньої дисперсії (і як правило, з вужчим спектральним інтервалом).





Відносні часткові дисперсії — це відношення часткових дисперсій до середньої дисперсії.


Хоча, для більшості оптичних стекол залежність відносних часткових дисперсій від коефіцієнта середньої дисперсії (числа Аббе) близька до лінійної, однак, залежність показника заломлення оптичного матеріалу від довжини хвилі світла являє собою складну криву. Форма цієї кривої визначається параметрами конкретного матеріалу і буде різною для різних типів оптичних стекол. Таким чином, часткові дисперсії та відносні часткові дисперсії служать для деталізації залежності змін показника заломлення скла від змін довжини хвилі.
Така деталізація необхідна під час розрахунку високоякісних ахроматичних і апохроматичних компонентів, оскільки облік ходу відносних дисперсій, на етапі вибору стекол, дозволяє надалі значно зменшити вторинний спектр. Оскільки, в загальному випадку, величина вторинного спектра пропорційна відношенню різниці часткових дисперсій вибраної пари стекол до різниці показників середніх дисперсій цих стекол.

де: і — відносні часткові дисперсії; і — коефіцієнти середньої дисперсії; -фокусна відстань об'єктива.





Для практики найважливіші часткова дисперсія для синьої ділянки спектра або (де — показник заломлення для фіолетової g -лінії ртуті) і відповідна їй відносна часткова дисперсія (або ), оскільки в межах саме цієї ділянки показник заломлення матеріалів змінюється з довжиною хвилі найзначніше.





Показник ослаблення випромінювання
Інтенсивність оптичного випромінювання, що проходить через скло, зменшується внаслідок поглинання і розсіяння випромінювання склом. Ступінь зменшення інтенсивності випромінювання, обумовленого сумарною дією обох механізмів, характеризують показником ослаблення скла.
Розрізняють і використовують показник ослаблення монохроматичного випромінення і показник ослаблення для білого світла стандартного джерела А[1] .

За величиною показника ослаблення для білого світла випромінення джерела А встановлено вісім категорій якості, що визначаються граничними значеннями [2].
До першої, вищої категорії, відносяться стекла в яких лежить у межах від 0,0002 до 0,0004 см−1. У таких стекол коефіцієнт внутрішнього пропускання шару завтовшки 10 см становить від 0,991 до 0,995[2].
Скло, що відносяться до восьмої, нижчої категорії, мають в межах від 0,0066 до 0,013 см−1. Цьому діапазону значень показника ослаблення відповідає діапазон значень коефіцієнта внутрішнього пропускання шару скла товщиною 10 см від 0,741 до 0,859[2].
Типи оптичних стекол
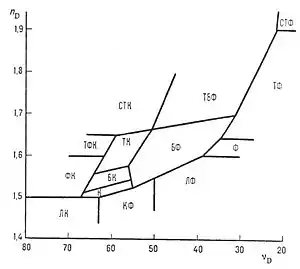
В основу класифікації оптичних стекол, що склалася історично, лягло загальне уявлення про зв'язок між хімічним складом і оптичними сталими. До робіт Шотта оптичні стекла складалися майже виключно з кремнезему в сполученні з оксидами натрію, калію, кальцію і свинцю. Для таких стекол існує функціональна залежність між показниками заломлення n і коефіцієнтами середньої дисперсії v, що й знайшло своє відображення в так званій діаграмі Аббе. На цій діаграмі безбарвні оптичні стекла розташовуються у вигляді широкої області витягнутої від нижнього лівого кута діаграми до її правого верхнього кута. Таким чином, можна було побачити взаємозв'язок зміни двох основних оптичних характеристик з хімічним складом оптичних стекол. Причому, зі зростанням показника заломлення, коефіцієнт дисперсії, як правило, зменшувався.
У зв'язку з цим було виділено два основних типи оптичних стекол: крони (стекла з низьким показником заломлення і високим значеннями коефіцієнта дисперсії) і флінти (стекла з низькими значеннями коефіцієнта дисперсії та високим показником заломлення). При цьому до групи кронів відносилися натрієво-силікатні стекла, а до групи флінтів — стекла, що містять свинець.
Надалі, у зв'язку з ростом числа оптичних стекол, довелось ділити діаграму Аббе на більше число ділянок, що відповідають новим типам. Так, від кронів відокремилися легкі, важкі та надважкі крони (ЛК, ТК, НВК), а від флінтів — легкі, важкі та надважкі флінти (ЛФ, ТФ, НВФ). До того ж між легкими кронами та легкими флінтами з'явилася група кронфлінтів.
З'явилися нові типи стекол, як на основі несилікатних склоутворювачів (боратні, фосфатні, фторидні тощо), так і зі включенням нових компонентів (оксиди лантану, танталу, титану). Такі типи часто (в каталогах закордонних виробників — як правило) позначаються із застосуванням назв хімічних елементів, оксиди яких і надають склу специфічних властивостей.
Використання подібних стекол, для яких характерні інші поєднання головного показника заломлення і коефіцієнта дисперсії, істотно розширили ділянку, займану оптичними стеклами на діаграмі Аббе. До того ж зв'язок між зменшенням коефіцієнта дисперсії та зростанням показника заломлення став менш помітним.
«Особливі» стекла
Крім того, існують так звані «особливі» стекла, або стекла з «особливим ходом часткових дисперсій». Більшість з них відносяться до двох типів, об'єднаних збірними термінами «ланг-крони» (крони зі збільшеними відносними частковими дисперсіями) і «курц-флінти» (флінти зі зменшеними частковими дисперсіями). Ці найменування, що походять від німецьких слів lang (довгий) і kurz (короткий), досить умовні, і для більшості «особливих» стекол не пов'язані безпосередньо з особливостями хімічного складу і/або структури.
В сучасних каталогах оптичних стекол для відображення «особливих» характеристик використовуються графіки (діаграми) залежності відносних часткових дисперсій від коефіцієнта середньої дисперсії (наприклад, від в каталозі Schott). На цих графіках оптичні стекла розташовуються уздовж так званої «нормальної прямої», безпосередньо на якій знаходяться стекла з лінійною залежністю від .
При цьому, стекла з незначним відхиленням ходу часткових дисперсій () і розташовані поблизу нормальної прямої прийнято називати «нормальними», а розташовані на більшій відстані (мають більше відхилення ходу часткових дисперсій) — «особливими» (англ. abnormal).

Діаграма «відносна часткова дисперсія — коефіцієнт дисперсії» так само була запропонована Ернстом Аббе, однак, щоб уникнути плутанини, її не прийнято називати ім'ям автора.
Серед стекол, що належать до першого з типів (ланг-крони), слід відзначити так звані низькодисперсійні стекла, різні за складом, але з високими значеннями коефіцієнта середньої дисперсії та відносної часткової дисперсії (тобто, значним відхиленням ходу часткових дисперсій від «нормального»).
Група «курц-флінтів» так само об'єднує різні за складом стекла. Зокрема, під це визначення підпадають практично всі шоттівські стекла типів LaK, LaF, LaSF, а також російські СТК і ТБФ з високим вмістом окису лантану. Причому відхилення особливих флінтів від «нормальної прямої», як правило, невеликі.
«Особливі» флінти з підвищеними значеннями відносної часткової дисперсії (ланг-флінти) — це, як правило, або важкі та надважкі флінти з максимальним вмістом окису свинцю, або титанові флінти з високим вмістом окису титану.
Виробництво
Для отримання кольорового скла до складу безбарвного скла під час варіння вводять речовини, що містять мідь, золото, селен тощо.
Варка оптичного скла здійснюється із шихти в спеціальних вогнетривких горщиках, які вміщують у скловарну піч. У складі шихти може бути до 40 % склобою того ж складу, що й скло, яке вариться. Процес варіння триває близько 24 годин. Нагрівання відбувається, як правило, за допомогою водневих пальників, при цьому температура в печі досягає 1500 °C. У процесі варіння скломасу безперервно перемішують керамічною або платиновою мішалкою для досягнення однорідного стану і кілька разів беруть пробу для контролю якості. Одним з етапів варіння є освітлення. На цьому етапі в скломасі виділяється велика кількість газів з речовин-освітлювачів, що додаються в шихту. Утворені великі бульбашки швидко підіймаються до поверхні, захоплюючи по дорозі дрібніші, які завжди утворюються під час варіння. Після закінчення плавки скла горщик витягується з печі та повільно охолоджується (протягом 6-8 днів). При нерівномірному охолодженні маси в ній утворюються механічні напруження, які можуть викликати розтріскування скла на велику кількість шматків.
Після охолодження шматки скла упорядковують за розмірами і якістю, потім придатні відправляються для подальшої обробки. З метою скорочення часу на механічну обробку оптичні деталі виготовляються не з простих шматків скла, отриманих після варіння, а зі спеціальних пресованих плиток або заготовок. Щоб уникнути виникнення напружень, викликаних нерівномірним охолодженням маси, отримані таким способом заготовки нагрівають до 500 °C і потім піддають виключно повільному охолодженню в електричних печах, так званому відпалу. Якщо під час цього температура впаде різко, в склі виникнуть напруги, які призведуть до появи анізотропії, зокрема анізотропії показника заломлення. Також може утворитися вторинна мошка.
Після відпалу отриману заготовку досліджують за допомогою оптичних приладів контролю якості та складають карту дефектів, на якій зазначають розміри, місце розташування і характер вад скла.
Технологічні дефекти
До технологічних дефектів оптичних стекол відносять камені, бульбашки, мошку, димки, звивини[прояснити] і напруження.
- Камені являють собою дрібні непрозорі частинки, що відокремилися від горщика під час варіння скла, або нерозтоплені частинки шихти. Невелика кількість і малі розміри каменів, якщо вони не знаходяться у фокальній площині або поблизу неї, на якість зображення не впливають, тому що затримують лише незначну частину світла, що проходить через скло.
- Бульбашки утворюються в процесі варіння скла через виділення газів складовими частинами шихти, що вступають у реакцію. Практично неминучі під час виготовлення скла. Бульбашки викликають розсіювання світла і деяку втрату яскравості зображення, оскільки промені світла, заломлюючись на поверхнях бульбашок під значно більшими кутами, ніж на решті площі лінзи, майже повністю поглинаються внутрішніми поверхнями камери та оправи об'єктива.
- Мошка — це велике скупчення в масі скла дрібних бульбашок, які займають значну частину його обсягу. Мошка викликає розсіювання великої кількості світла, що проходить через скло.
- Димки́ мають вигляд павутини або легкої хвилястої димки в середовищі скла. Походять переважно від спікання складок, які утворюються у процесі пресування, а також під час спікання раніше не помічених тріщин.
- Звивини спостерігаються в масі скла у вигляді прозорих смужок або ниток внаслідок неоднакового показника заломлення маси скла. Уявлення про звивини може дати порівняння з краплею насиченого цукрового розчину, введеного в склянку з водою. Під час розчинення крапля розчину утворюватиме у воді добре помітний слід у вигляді хвилястих смуг і ниток.
- Напруження виникають унаслідок неоднорідності скла, спричиненої, як правило, його нерівномірним охолодженням у процесі виготовлення. Механічно напружений стан скла викликає так зване подвійне променезаломлення. У звичайних умовах подвійне променезаломлення непомітне для ока, і визначається перевіркою стекол за допомогою спеціального приладу — полярископа. Безпосередньо в оптичних деталях напруження (і відповідне подвійне променезаломлення) можуть виникати під дією власної маси деталі, або тиску на скло під час закріплення його в оправах.
Для оптичних стекол встановлено категорії та класи за якістю (ГОСТ 23136-93). Тобто весь спектр дефектів розбитий на діапазони (за їх кількістю, розміром, формою) в які повинні входити марки стекол. Для безбарвного оптичного скла існують норми ГОСТ 3514-94 (раніше ГОСТ 3514-76). Для кольорового оптичного скла — ГОСТ 9411-91 (раніше ГОСТ 9411-76).
Оскільки оптичне скло виготовляється для конкретних цілей, то нормується не тільки наявність дефектів, але й відхилення оптичних показників від норми. Вибирати скло для своїх потреб легше, якщо заздалегідь визначити критерії якості.
Обробка
Зазвичай, керуючись картою дефектів, заготовку розпилюють алмазними пилками на дрібніші прямокутні або вирізають з неї циліндри за допомогою кругових пилок. Отриманим заготовкам намагаються надати форми, максимально наближеної до форми майбутнього оптичного виробу з невеликим запасом. Також досить часто прямокутні заготовки нагрівають до стану пластичної деформації та пресуванням отримують з них вироби форми, близької до необхідної. Потім ці заготовки закріплюють у блоки (як правило, з гіпсу) і шліфують. Шліфування включає кілька стадій; на кожній наступній використовують все дрібніші абразивні зерна. Після кожної стадії шліфування скло промивають. Після того, як скло відшліфовано, заготовку полірують і потім контролюють її форму (фігуру). Полірування скла є тривалим фізико-хімічним процесом, який триває до 3-х діб. Після полірування виходить готова до використання робоча поверхня виробу. Цю поверхню захищають, витягають заготовку з блоку і знову збирають блок, але заготовку кріплять іншою стороною догори та аналогічно шліфують і полірують інші робочі поверхні.
Просвітлення оптики
Після полірування проводиться контроль якості поверхні скла і потім, для поліпшення характеристик виробу, може бути виконано просвітлення оптики шляхом нанесення тонких прозорих плівок, як правило, діелектричних. Ці плівки покращують оптичні характеристики та можуть покращувати механічні, наприклад, захищати скло від помутніння при тривалому знаходженні у вологій атмосфері.
Історія
Одні з перших серйозних спроб отримання оптичного скла, тобто скла достатньої хімічної та фізичної однорідності й зі специфічними оптичними властивостями, можна віднести до XVII століття. Так, у праці німецького хіміка Йоганна Кункеля «Ars vitraria experimentalis» (1689 рік) згадується про борну і фосфорну кислоти, як компоненти скла, і про боросилікатний крон, близький за складом до деяких сучасних сортів. 1663 року в патенті англійця Тільсона згадується про введення окису свинцю у «флінт-глас», а в XVIII столітті це скло починають застосовувати для виготовлення ахроматичних лінз спершу Честер Мур Голл (1729), а потім, і з великим успіхом, Пітер Доллонд (1758).
Початком промислового виробництва оптичного скла можна вважати результат багаторічної роботи швейцарця П'єра Гінана, якому, разом з Фраунгофером, вдалося впровадити на заводі Утцшнайдера в Бенедиктбоєрні (Баварія) більш-менш надійний спосіб отримання хорошого оптичного скла в горщиках місткістю до 400 кг. Ключем до успіху був винайдений Гінаном прийом механічного перемішування розплаву під час варіння, круговими рухами глиняного стрижня, вертикально опущеного в скло. 1811 року Гінан і Фраунгофер, запустили у виробництво два сорти оптичного скла: крон (72 % SiO2, 18 % K2O, 10 % CaO) і флінт (45 % SiO2, 12 % K2O, 43 % PbO).
Розроблений технологічний процес дозволяв виготовляти цілком задовільні лінзи діаметром до 200—250 мм. Однак сортамент оптичних стекол, що випускалися скляними заводами першої половини XIX століття, був практично обмежений двома його типами.
У другій половині XIX століття німецький хімік Отто Шотт здійснює, за пропозицією Ернста Аббе, фундаментальне дослідження впливу на властивості скла різних компонентів, а 1884 року О. Шотт, Е. Аббе і К. Цайс засновують в Єні завод, що почав випуск різноманітних сортів оптичного скла.
Примітки
- Стандартне джерело А — це джерело з корельованою колірною температурою випромінювання, рівною 2856 K.
- ГОСТ 23136-93. Материалы оптические. Параметры.
Див. також
Література
- И. Я. Бубис и др., под общ. ред. С. М. Кузнецова и М. А. Окатова, Справочник технолога оптика. Ленінград, Машиностроение. 1983
- Д. С. Волосов. Фотографическая оптика. — 2-е вид. — Москва : «Искусство», 1978. — 543 с. — 10 000 прим.
- Шаблон:Книга:ФКТЭ
- Качалов Н. Стекло. Издательство АН СССР. Москва. 1959
- Н. Н. Качалов и В. Г. Воано. Основы производства оптического стекла. Ленінград, ОНТИ-Химтеорет, 1936
- Краткий фотографический справочник. Под общей редакцией д.т. н. Пуськова В. В., изд. 2-е, Москва, Искусство, 1953.
- Яштолд-Говорко В. А. Фотосъёмка и обработка. Съемка, формулы, термины, рецепты. Изд. 4-е, сокр. Москва, «Искусство», 1977.
- ГОСТ 23136-93 — Материалы Оптические — Параметры
- ГОСТ 3514-94 — Стекло Оптическое Бесцветное — Технические условия
- ГОСТ 9411-91 — Стекло Оптическое Цветное — Технические условия