Паяльник
Пая́льник[1] або лютівни́к[2][3] — найпростіший ручний інструмент (після розігрітої викрутки) для контактного нагріву об'єктів шляхом передачі їм тепла від розжареного твердого тіла. Призначений для здійснення операцій лудіння поверхонь та спаювання деталей шляхом локального паяння. Конструктивно складається з нагріваємого робочого органу («жала») та теплоізольованої ручки. Теплові характеристики типових паяльників, дозволяють використовувати їх для виконання паяльних робіт з вживанням лише м'яких припоїв.[4] Перші конструкції подібних інструментів могли бути відомі ще за часів бронзової доби.[5]
- В наш час, до типових сфер поширення паяльників відносяться галузі електротехніки, електроніки, приладобудування та засобів зв'язку. Тут вони в основному використовуються при здійсненні монтажних та ремонтних робіт, а інколи і в умовах виробництва. Але варто зазначити, що у сучасному масовому виготовленні продукції широко застосовуються інші засоби паяння, такі як паяння хвилею, паяння плавлінням та паяння зануренням. За допомогою великих та потужних паяльників можна з'єднувати металеві вироби з листових матеріалів. Інколи паяльники використовуються для зварювання пластмас (зокрема, пластикових труб) та у пірографії.
Конкретні прийоми роботи з паяльником залежать як від його конструкції, так і від типу виконуваних ним робіт, а також від вигляду спаюваних деталей і застосованих паяльних матеріалів. Найпоширенішим сучасним типом паяльників є звичайний електричний паяльник.


та пруток припою для нього.
Класифікація паяльників

Бренд Weller (Apex Tool Group).
Існує багато різновидів паяльників і їх можна класифікувати за різними властивостями та характерними ознаками, зокрема: за потужністю, методом розігріву (постійний або періодичний)[6], джерелом нагріву (електричні, газові, на рідкому паливі)[6], зовнішнім виконанням (класичні, паяльні пінцети, пістолети, паяльні станції та ін.), призначенням, тощо.
На підставі конструктивних особливостей, паяльники бувають:[7]
- Із змінним паяльним стрижнем. В них реалізовано можливість швидкої заміни відпрацьованого жала на нове, або встановлення жала іншої форми відповідно до виконуваних робіт. Даний різновид паяльників рекомендується для застосування в радіомонтажі та приладобудуванні;[8][9]
- Із незмінним стрижнем. Відзначаються спрощеною конструкцією та низькою вартістю. Зазвичай, такі паяльники є одноразовими і у випадку виникнення несправностей їх ремонт не передбачається.

Модель Weller WSD81, 80 Вт.
Діапазон температур: 150–450 °C.
На підставі методу нагріву, існують паяльники:[7][10]
- Непрямого нагріву;
- Безперервного нагріву;
- Форсованого нагріву;
- Імпульсного нагріву;
- Терморегульовані;
За потужністю електричні паяльники поділяються на:[10][11][12]
- Малопотужні (6–30 Вт). Використовуються для паяння дуже тонких провідників та дрібних деталей, наприклад, струмознімачів із дорогоцінних металів;
- Середньої потужності (30–100 Вт). Придатні для паяння монтажних з'єднань. Наприклад, з'єднання об'ємом 0,1 см3 (провідники діаметром до 1 мм) можна спаювати паяльниками потужністю 60–80 Вт із жалом 10–12 мм;
- Потужні (більше 100 Вт). Застосовуються при пайці товстих провідників діаметром 5–7 мм. На практиці, максимальна потужність електричних паяльників, зазвичай, не перевищує 300 Вт,[8] але в окремих випадках може досягати 500 Вт.[13]
За компонуванням паяльники поділяються на:[8][14]
- Молоткові. Їх зручно використовувати для паяння відкритих швів, наприклад при з'єднанні монтажних планок, кінчиків проводів, штепсельних роз'ємів, при паянні металевих кожухів, тощо. Таке компонування мають в основному лише масивні та потужні паяльники;
- Торцові. Застосовуються при паянні з'єднань в умовах обмеженого простору, наприклад, в середині приладу або на платах із щільним монтажем радіодеталей. Рекомендуються для застосування в радіомонтажі та приладобудуванні. Вони дозволяють зручно працювати у важкодоступних місцях, там, де використання молоткового паяльника є неможливим;[15]
- Кутові. Даний різновид являє собою проміжний варіант, у якому жало паяльника зорієнтоване по відношенню до його ручки під деяким кутом, меншим 90°. В окремих моделях застосовується змінне мідне жало збільшеної довжини, яке проходить крізь нагрівальний елемент. Це дає користувачу змогу поступово просувати жало вперед по мірі його скорочення в наслідок регулярних запилювань і зачисток. Така конструкція сприяє зменшенню витрат міді.
Принцип роботи
Важливими перевагами паяльників над усіма іншими паяльними засобами є здатність забезпечувати строго локальний нагрів та швидку передачу тепла у зону паяння. Робочий орган паяльника (жало) виготовляється з металу із високою теплопровідністю та теплоємністю, завдяки чому, акумульоване у ньому тепло, через точку дотику, дуже швидко перетікає до спаюваних деталей. Інші паяльні засоби, які здійснюють нагрів через струмінь розжареного газу (наприклад паяльна лампа або термофен), забезпечують більш повільну теплопередачу, оскільки гази мають значно гіршу теплопровідність ніж метали. В результаті, процес паяння може займати тривалий час, що призводить до значного нагріву не тільки зони паяння але і оточуючих ділянок.[15][16]
В точці дотику паяльника, відбувається швидкий розігрів спаюваної деталі, який супроводжується одночасним охолодженням самого паяльника. В момент вирівнювання їх температур, розігрів зони паяння припиняється, і спаювана деталь разом із жалом паяльника може почати охолоджуватися, за рахунок власного розсіювання тепла. Усі ці процеси тривають певний час, який залежить від теплоємності та теплопровідності не тільки паяльника, але і спаюваних деталей, а також від якості теплового контакту між ними і потужності тепловиділення нагрівача паяльника (якщо він є). Цей час має бути достатнім для нагріву поверхонь деталей вище температури топлення припою, а рідкий припій при цьому, має встигнути розтектися по поверхнях деталей, змочити їх, і вступити з ними у надійний контакт.
У цілому, температура паяльника тим стабільніша, чим більшою є його теплоємність і, відповідно, маса. Тому із збільшенням маси паяльника зростає і загальна продуктивність процесу паяння внаслідок скорочення витрат часу на здійснення його періодичного нагріву, а також завдяки покращенню якості паяних швів.[14] Але водночас, виникає потреба у застосуванні більш потужних джерел тепла, оскільки зі зростанням теплоємності паяльника збільшується і тривалість його початкового розігріву до робочої температури.[16]
Застосування
Вибір паяльника здійснюється відповідно до виконуваних ним робіт. Форма його жала має відповідати формі спаюваного з'єднання, а вага та потужність мають узгоджуватися із розмірами та товщиною спаюваних виробів. Необхідно враховувати, що кількість тепла, яка потрібна для розігріву з'єднуваних деталей, зростає разом із збільшенням їх маси і теплопровідності. В той же час, акумульованого у паяльнику тепла повинно бути достатньою для того, щоб при виконанні пайки він сильно не охолоджувався і був здатний витримувати більш-менш рівномірну температуру.[8][12][17][14]
Масивні деталі із значною теплопровідністю потрібно паяти великим, потужним паяльником. Загалом, маса паяльників може досягати 5 кг[12], однак, в більшості випадків вона рідко перевищує 2 кг, оскільки її обмежують вимоги зручності користування. Отже обмеженими виявляються також маса і розміри деталей, придатних для спаювання. В основному, сфера застосування паяльників зупиняється на паянні і лудінні м'якими припоями металевих виробів, виготовлених з не дуже товстих листових матеріалів. Для спаювання більш масивних деталей використовуються паяльні лампи та інші засоби. Можливості паяльника можна дещо розширити, якщо в процесі паяння здійснювати додатковий підігрів деталей зовнішніми джерелами тепла.[15][14]
У галузях електротехніки та електроніки в основному використовуються електричні паяльники малої та середньої потужності. Однак, інколи, потрібними виявляються і високопотужні паяльники, наприклад, при паянні радіаторів, металевих кожухів або корпусів. Для спаювання електронних компонентів рекомендується обирати паяльник, здатний здійснювати процес паяння кожного з'єднання не більше ніж за 2 секунди. Його теплоємність та температура мають бути достатніми для того, щоб в межах цього часу забезпечити потрібний прогрів з'єднуваних деталей, припій має встигнути розтектися по з'єднанню, змочити його і затвердіти. Якщо контакт із рідким припоєм перевищує 2 сек., якість спаю може істотно погіршитися. В першу чергу, це може спричинити перегрів компонентів, що збільшує ризики виникнення теплових ушкоджень.[18][19] Крім того, при надмірній тривалості паяння, флюс вичерпує свої корисні хімічні властивості і утворює велику кількість залишків, які можуть забруднювати з'єднання.[19][15] Також варто брати до уваги, що рідкий припій має тенденцію до розчинення в собі металів із якими він вступає у контакт. Як наслідок, при тривалому знаходженні у рідкому стані, в припої значно зростає кількість сторонніх речовин і суттєво змінюється його хімічний склад, а при наступному затвердінні, в ньому утворюються інтерметалічні сполуки, які у більшості випадків істотно погіршують фізичні якості спаю.[16] З іншого боку, при паянні електронних компонентів, застосовувати потужні паяльники без терморегуляції із високою теплоємністю, також не рекомендується. Їх жала можуть розігріватися до надмірно високої температури і добре її утримувати. В результаті, каніфольний флюс буде миттєво згорати з інтенсивним утворенням білого диму, не реагуючи при цьому із матеріалом спаюваних деталей[info 1]. Ризик теплового пошкодження компонентів також значно зростає. З огляду на подібні ускладнення, в галузі електроніки рекомендується застосовувати терморегульовані паяльники.
Перед початком паяння потрібно переконатися, що жало паяльника у своїй робочій частині (на кінчику) має рівну та чисту поверхню. Оскільки шари оксидів на жалі і спаюваних деталях, а також прошарок повітря між ними, мають низьку теплопровідність, тому в процесі паяння, якісний тепловий контакт відбувається виключно через рідкий припій. Для забезпечення потужного перетоку тепла від паяльника до місця паяння, його жало на ділянці дотику має бути суцільно вкрите рідким припоєм (залуджене). У разі необхідності, жало треба відповідним чином підготувати (див. залудження жала паяльника).[8][15][14]
Після вмикання, паяльнику потрібен певний час для досягнення робочої температури, який для паяльників безперервного нагріву може становити від 3 до 10 хвилин.[7] Підготовлений пальник, зазвичай, залишається увімкнутим в електромережу і знаходиться у розігрітому стані впродовж усього сеансу роботи. При цьому, його не можна класти на стіл або іншу найближчу поверхню, оскільки паяльник при цьому швидко охолоджується, забруднюється і може травмувати робітника або пошкодити оточуючі предмети і спричинити пожежу. Для тимчасового утримання розжареного паяльника існують спеціальні підставки.[8]

При пайці з використанням роздільних паяльних матеріалів, флюс та припій можуть подаватися окремо. При цьому, за допомогою паяльника здійснюється початковий нагрів флюсу, із подальшим піднесенням припою. В результаті, розплавлений припій змочує жало, пристає до нього, після чого, вкриті флюсом краплі припою переносяться на ділянку паяння.[4] Можуть застосовуватися також спеціалізовані паяльні матеріали, такі як трубчатий припій або паяльна паста, у яких флюс об'єднано із припоєм на етапі виробництва. При пайці з'єднань трубчатим припоєм, рекомендується спочатку внести паяльник на ділянку з'єднання і доторкнутися жалом до тієї деталі, яка має більшу теплоємність. Одразу після цього, у точку дотику між жалом і деталлю, подається кінчик припійної трубки.[20] Варто зазначити, що трубчатий припій призначений спеціально для здійснення ручного паяння із використанням паяльника, і він з успіхом застосовується в галузях електротехніки та електроніки з першої половини XX ст.[19][8]
Рекомендована температура жала при здійсненні паяння є на 30–40 °C вищою ніж температура плавлення використовуваного припою, оскільки перегрів збільшує рівень активації поверхонь взаємодіючих металів. Також успішно практикується перевищення температури на 70–90 °C. Перегрів жала, який при цьому виникає, є короткотривалим і не призводить до надмірного окиснення поверхонь рідкого припою та металевих деталей, тим більше, що вони захищені флюсом.[16][19]
При здійсненні паяння часто виникає потреба очищення жала від забрудненого або надлишкового припою, а також від залишків флюсу. Крім того, звичайне мідне жало у нагрітому стані безперервно окиснюється і на ньому утворюється нагар, який погіршує теплопередачу. Він може легко відшаровуватися від жала і здатний забруднювати припій. Із зростанням робочої температури, нагар формується інтенсивніше.[8] Для швидкого очищення розігрітого жала існують спеціальні губки, виготовлені з целюлози або металевої стружки. Металеві губки мають перевагу, оскільки їх не потрібно змочувати водою, вони не утворюють пару і краще очищують жало.[9] Але якщо паяльник має необгораєме жало, целюлозна губка може стати для нього кращим варіантом, оскільки вона не залишає подряпин і зберігає шар необгораємого покриття (див. незгораєме жало).[11]
Після завершення робіт і перед вимкненням паяльника, його жало рекомендується очистити, та ще раз гарно облудити (див. залудження жала паяльника). Це забезпечить йому тривалий строк служби та дозволить без ускладнень повторно розігріти паяльник і одразу приступити до роботи.[19][11]
Різновиди паяльників
Паяльник непрямого нагріву

Паяльники даного типу нагріваються вручну від зовнішнього джерела тепла, яким може виступати паяльна лампа, багаття, піч, горн, тощо. Вони є класичними зразками паяльних засобів і були дуже поширені у минулому. Фактично, їх поява відбулася близько 4000 років тому, разом з відкриттям людиною паяльних властивостей олова. Зокрема, молоткові різновиди паяльників відомі ще з античних часів.[21][5] Такі інструменти продовжували активно використовуватися до кінця XIX ст.[22]
Паяльник непрямого нагріву являє собою масивний мідний стрижень прямокутного або круглого перерізу з високою теплоємністю, який закріплений на довгому металевому держаку, виготовленому, зазвичай, із заліза. Залізо має відносно низьку теплопровідність, що дозволяє зменшити відтік акумульованого тепла. Утримання паяльника відбувається за допомогою дерев'яної ручки, розміщеної на іншому боці держака. Для зручності використання, мідний стрижень з одного краю загострювався у формі клину, конуса або піраміди. При цьому, мідь, з якої він виготовляється, повинна бути якомога чистішою, що значно подовжує строк служби паяльника.[8] Маса стрижня є його найважливішою характеристикою і визначає усі основі робочі якості такого паяльника: тепловіддачу, стабільність температури, тощо. Масивний паяльник виявляється більш вигідним, але в той же час, занадто велика вага ускладнює роботу. Зазвичай, маса стрижня знаходилася в межах від 250 до 1000 гр., а інколи могла досягати 2000 гр.[15][14]
Якщо в процесі паяння такий паяльник надмірно охолоджувався і не міг більше розтопити припій, його знову нагрівали. При цьому, розігрів ніколи не доводився до початку червоного розжарення міді, тому типові температури паяння не перевищували 300 °C.[15] Для очищення мідного стрижня слугував спеціальний паяльний камінь, за допомогою якого можна було витерти його робочу поверхню. Даний різновид паяльників відомий також як паяльники періодичного нагріву.[4]
Існували також більш зручні у використанні паяльники на рідкому паливі та газові паяльники. В їх конструкції було реалізовано безперервну подачу горючої речовини від невеличкої паяльної лампи, вбудованої в паяльник, або від зовнішнього балону. Завдяки цьому мідний стрижень при роботі постійно нагрівався відкритим полум'ям.[15][4] Такі паяльники були одним з різновидів паяльників постійного нагріву.
Електричний паяльник
Найбільш зручний у застосуванні, і в наш час дуже поширений різновид паяльників.[17] Джерелом нагріву в них виступає електричний струм безпосередньо від електромережі, від блоку живлення або від хімічного джерела струму (у портативних моделей, наприклад, із технологією ColdHeat).[21] Струм перетворюється в тепло за допомогою нагрівального елементу, при чому, максимальна електрична потужність таких паяльників може досягати 300–500 Вт.[8][13]
Перші зразки подібних пристроїв почали з'являтися починаючи з кінця XIX ст, а вже у 1894 році Американська компанія електричних нагрівачів[info 2] організувала їх серійне виробництво у Детройті.[23] В Європі винахід електричного паяльника пов'язується з ім'ям німецького інженера Ернста Сакса (нім. Ernst Sachs), який у 1921 році запатентував першу конструкцію електричного паяльника молоткового типу, призначеного для використання у промисловості. Того ж року, ним була заснована компанія ERSA, метою якої стало виробництво електричних паяльних інструментів.[5][13]
Поширеним недоліком електричних паяльників є часте перегорання спіралей нагрівальних елементів та обмежена потужність, яка виявляється недостатньою для паяння дуже масивних деталей. Тому подібні пристрої здебільшого застосовуються лише у випадках здійснення періодичного паяння відносно невеликих деталей.[24]
Важливою вимогою до електричних паяльників є наявність в них заземлення. Їх робота безпосередньо пов'язана з електричною напругою, що в деяких ситуаціях створює ризик ураження працівника струмом або може вивести з ладу спаювані електронні компоненти.[11]
Існує багато типів електричних паяльників, в яких застосовуються суттєво відмінні режими роботи нагрівального елементу, зокрема:
Безперервного розігріву
.jpg.webp)
У паяльниках даного різновиду, нагрів жала відбувається постійно, впродовж усього сеансу паяльних робіт, причому в них можуть бути додатково передбачені засоби ручного регулювання потужності нагріву. Подібний режим роботи застосовувався і в минулому у паяльниках на горючому паливі (газовому або рідинному), де джерелом тепла виступало полум'я. Вони являли собою модифікацію паяльника непрямого нагріву, до якого було додано засоби подачі палива. В наш час, найбільш поширеним типом паяльників безперервного нагріву є звичайний електричний паяльник, в якому реалізовано постійний нагрів від електронагрівального елемента. Також існують сучасні портативні моделі газових паяльників із аналогічним, безперервним, режимом роботи.
Після вмикання електричного паяльника, йому потрібен деякий час для розігріву і досягнення прийнятної, для здійснення паяння, температури. До 250 °C малопотужні паяльники розігріваються за 3–6 хвилин, тоді як у потужних паяльників це займає 6–10 хвилин.[7]
Температура паяльника визначається тільки точкою рівноваги між процесами тепловиділення нагрівача і тепловіддачі жала. Тому впродовж сеансу паяльних робіт можливі значні коливання його температури, які можна зменшити тільки за рахунок застосування паяльника із більшою теплоємністю жала і, відповідно, масою.[11]
В окремих моделях можуть бути присутні засоби ручного регулювання потужності нагрівача. Найчастіше в цій якості виступають автотрансформатори або тиристорні регулятори напруги, аналогічні освітлювальним димерам. Застосування подібних пристроїв дозволяє змістити точку теплової рівноваги на жалі паяльника, що дає змогу змінювати його температурний максимум. Однак для стабілізації температури жала такі засоби не придатні, і тому з цією метою використовуються інші пристрої (див. терморегульований паяльник).[8][11]
При застосуванні тиристорних регуляторів необхідно брати до уваги, що напруга на їх виході може мати несинусоїдальну форму із різкими стрибками в моменти відкриття тиристора. В результаті, нагрівальний елемент паяльника буде живитися змінною напругою із високочастотними гармоніками, які наводитимуть на жалі імпульси високої напруги. Використання такого паяльника для паяння чутливих напівпровідникових компонентів, особливо пристроїв з ізольованим затвором, виготовлених за КМОН або МДН-технологією, може вивести їх з ладу. Тому при використанні, жало паяльника має бути заземлене.
Форсованого розігріву
В таких паяльниках передбачається два режима роботи електричного нагрівального елементу: основний та форсований. Вибір режиму здійснюється оператором вручну за допомогою перемикача.
На форсованому режимі, нагрів жала відбувається за підвищеної потужності, що дає змогу паяльнику після вмикання розігрітися до 250 °C за 1 хвилину.[7] Це значно скорочує тривалість відновлення після значного охолодження і є корисним при пайці масивних деталей з високою теплоємністю.
На основному режимі нагрівальний елемент працює за половинної потужності, чого цілком достатньо для підтримки необхідної температури паяння.[7][10]
В їх конструкції, зазвичай, використовується діод, який послідовно вмикається до електричного кола нагрівального елементу, що працює на змінному струмі. Це забезпечує зменшення середнього значення потужності у 2 рази. Для переведення паяльника у форсований режим, застосовуєтья перемикач, який шунтує діод і пускає струм в обхід нього.[10]
Імпульсного розігріву

Модель TOYA, 230 В / 50 Гц, 100 Вт.
В даному типі електричних паяльників реалізовано ідею швидкого, практично миттєвого (імпульсного), нагріву, одразу після вмикання. Вони, зазвичай, виготовляються у вигляді пістолета з термостійкої пластмаси, а їх розігрів відбувається допоки користувач тримає натиснутим "курок". Подібні паяльники здатні досягнути температури 250 °C в середньому через 9-12 секунд після вмикання. Часто в них додатково передбачаються вбудовані засоби підсвічування ділянки паяння.[7] Імпульсні паяльники є зручними при нерегулярному, швидкому використанні, коли витрати часу на очікування розігріву та послідуючого охолодження паяльника можуть бути більшими, ніж тривалість самого сеансу паяння.[25][26]
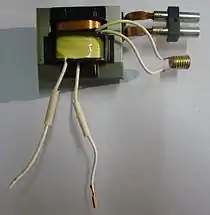
Вперше подібні пристрої були розроблені у США на початку 1940-х років. Пізніше, у 1946 році, Карл Веллер (англ. Carl E. Weller) отримав патент на "електричний нагрівальний апарат" у формі пістолета, конструкція якого в подальшому стала класичною для даного типу паяльників.[26][23] Їх основною особливістю є те, що жало в них нагрівається електричним струмом напряму, і тому фактично воно одночасно виступає у ролі нагрівального елементу. Це об'єднане "жало-нагрівач" виготовляється з міді у вигляді дроту великого діаметра, якому, зазвичай, надається форма "U"-подібної дуги. З огляду на малий питомий опір міді, для нагріву такого елементу потрібен дуже великий струм (порядку сотень ампер), який поступає від електромережі через знижуючий трансформатор особливої конструкції. Вторинна обмотка такого трансформатора може складатися лише з одного об'ємного витка із малим опором, що забезпечує йому дуже високі вихідні струми при малій напрузі. Виток обмотки та вивідні з'єднувальні провідники, також виготовляються з міді, і при цьому мають більший, ніж у "жала-нагрівача", переріз, що забезпечує їм значно мешний, у порівнянні із жалом, електричний опір.[25] В результаті, при протіканні потужного струму основне тепловиділення відбувається тільки у робочій частині паяльника і при цьому забезпечується дуже швидкий нагрів. В той же час, загальна теплоємність такого "жала-нагрівача" виявляється порівняно низькою, що при тривалій роботі у холостому режимі призводить до його значного перегріву. Температура жала при цьому може сягати 500 °C.[7][27] Для живлення освітлювального елементу слугує відгалуження первинної обмотки трансформатора, яке забезпечує напругу, достатню для роботи мініатюрної галогенової лампи.
Варто зазначити, що в імпульсних паяльниках "жало-нагрівач" інколи може виготовлятися не з міді, а зі сплаву із більш високим питомим опором, зазвичай, з ніхрому.[10] Однак, при порівнянні, такий підхід виявляє ряд недоліків: меншу теплопровідність жала та потребу у підвищеній робочій напрузі.[25] Аналогічні паяльники за радянською термінологією також відомі як паяльники з петлеподібним нагрівачем. Вони могли вироблятися у вигляді малогабаритних та малопотужних пристроїв (10 Вт) із безперервним нагрівом, які були розраховані для паяння дрібних деталей та пірографії. До нагрівача міг під'єднуватися невеликий мідний кінчик, що виступав у ролі жала.[6]
У сучасних конструкціях імпульсних паяльників може застосовуватися схема живлення із перетворювачем мережевої напруги, частоти 50 Гц, у напругу збільшеної частоти (18–40 кГц). Таке рішення дозволяє зменшити габарити та вагу основного знижуючого трансформатора, на який в подальшому поступає перетворена напруга, що робить увесь паяльник доволі ергономічним, компактним та легким (вага близько 200 гр.). Крім того, в таких паяльниках може бути додатково реалізовано електронне регулювання потужності, цифрова індикація режиму роботи, засоби форсованого розігріву та можливість роботи від альтернативних джерел живлення, зокрема від акумуляторних батарей.[27]
Переваги паяльників імпульсного розігріву:
- Дуже швидкий нагрів і перехід у стан готовності після вмикання;
- Менші витрати електроенергії і вищий ККД, оскільки імпульсні паяльники споживають струм тільки в процесі паяння. На відміну від звичайних паяльників із безперервним розігрівом, їм не потрібно підтримувати робочу температуру при перебуванні у стані очікування;[26]
- Більша безпека при застосуванні і менший ризик опіків. Після вимикання, паяльник швидко охолоджується і у стані очікування не становить загрози;
- Можливість досягнення доволі великих потужностей нагріву: 100–150 Вт і більше, в залежності від моделі;
- В конструкції присутні вбудовані засоби освітлення ділянки паяння;[7]
- При роботі не потребує підставок, завдяки своєму швидкому охолодженню;
- Простота та надійність конструкції.[26] Середнє напрацювання до відмови для імпульсних паяльників вітчизняного виробництва становить 5500 циклів нагріву.[7]

Модель Узор-1 (виробництво СРСР).
Недоліки:
- Жало має низьку теплоємність, що створює значні коливання температури в процесі паяння. Існує ризик перегріву теплочутливих спаюваних деталей;[11]
- Імпульсні паяльники класичної конструкції є доволі важкими та громіздкими пристроями, через наявність в їх складі вбудованого трансформатора, який працює напряму від електромережі на частоті 50 Гц.[11] Більш сучасні моделі позбавлені цього недоліку;[27]
- Форма жала зумовлена його одночасним виконанням ролі електро-нагрівального елемента. В більшості випадків вона має вигляд, подібний до літери "U" і не може бути довільно змінена за потребою користувача. Це значно знижує зручність використання і робить такі паяльники малопридатними для ряду робіт;
- "Жало-нагрівач" потребує обережного поводження при знятті окислів та забруднень. При застосуванні абразивних засобів очищення (наждачного паперу або напилка), зменшується його діаметр і в результаті змінюються електричні характеристики паяльника. Крім того, жало піддається дії ерозії від контакту із рідким припоєм і поступово розчиняється в ньому. Врешті-решт паяльник може стати непридатним до використання і тому він вимагає регулярної заміни зношених жал;
- Значні додаткові витрати міді на виготовлення трансформатора, його вторинної обмотки та вивідних контактних провідників, що є характерним для імпульсних паяльників класичної конструкції. Як наслідок – підвищена вартість у порівнянні із звичайними паяльниками. Однак, в той же час, для сучасних моделей це може бути не актуально;
- При вимиканні імпульсного паяльника, на його жалі виникає сплеск напруги за рахунок електромагнітної індукції, викликаної значними електричними струмами, які протікають через жало в процесі роботи. Подібний ефект може вивести з ладу чутливі електронні компоненти, що створює додатковий ризик пошкоджень при їх пайці із використанням таких паяльників. В цілому, застосовувати імпульсні паяльники в електроніці не рекомендується;[27][11]
- В процесі роботи, жало також виробляє доволі сильне магнітне поле, яке може притягувати дрібні металеві об'єкти (гвинти, шайби, металеву стружку, та ін.), що мають високий вміст феромагнітних елементів (в основному, заліза або нікелю).
Терморегульований

Модель Hakko 907 ESD.
В конструкцію електричних паяльників даного типу входять засоби стабілізації температури жала, які дозволяють з певною точністю утримувати задану температуру не залежно від виконуваних із паяльником дій. Спеціальний пристрій автоматично змінює подачу електричної енергії до нагрівального елементу, виходячи з поточної температури на жалі.
Перші засоби регулювання та стабілізації температури паяльників були створені в США компанією American Beauty на початку 1940-х років.[28] З 1949 року було налагоджено серійне виробництво спеціальних підставок, які дозволяли підтримувати певний рівень температури паяльника, допоки він знаходився у стані очікування.[23]
Система терморегуляції, у найпростіших випадках, може бути реалізована на основі механічного перемикача. В цій якості виступають біметалеві термореле (по аналогії із електричною праскою) або реле з магнітним елементом, який втрачає намагніченість при досягненні певної температури (точки Кюрі) і роз'єднує пружинний контакт.[18][10] У сучасних терморегульованих паяльниках використовуються електронні системи автоматичного регулювання із датчиками на основі термопари. Вони дозволяють користувачу вільно задавати бажане значення температури жала, і здатні стабілізувати його із точністю ±2 °C.[10] Такі паяльники входять в основному лише до складу паяльних станцій і часто оснащуються додатковими засобами індикації поточної температури. Також існують більш компактні моделі, в яких усі потрібні електронні компоненти змонтовані у ручці самого паяльника.[10]
Терморегульовані паяльники придатні для здійснення паяння в умовах жорстких температурних обмежень. Це дозволяє використовувати їх для спаювання теплочутливих компонентів, через що основною сферою їх застосування є галузь електроніки.
Спеціальні електричні паяльники
Окрім звичайних електричних паяльників, існують також електричні паяльники нетипових конструкцій, призначені для особливих умов застосування та для виконання специфічних робіт. Такі паяльники, зазвичай, використовуються на виробничих підприємствах для здійснення професійного ручного паяння при виготовленні продукції.
Паяльник з автоподачею припою
.png.webp)
Модель ZD-551, 30/60 Вт.
(із форсованим нагрівом)
Пристрої даного типу можуть виготовлятися у вигляді паяльних пістолетів або торцових паяльників і інколи входять до складу паяльних станцій.[11][29] У них реалізовано засоби фіксації котушки трубчатого припою і механізм його подачі на ділянку паяння за командою оператора.
Використання такого пристрою дозволяє усунути появу забрудненнь на паяльних матеріалах від їх постійного контакту із руками. Крім того, зменшується ризик деформації трубчатого припою в наслідок його перегинів та при розрізанні на шматки, що могло би призвести до порушеннь цілісності флюсового осердя і спричинити виникнення дефектів паяння. Найголовніше, у оператора при цьому відпадає потреба власноручного утримання трубки припою, що при роботі вивільняє йому одну руку.[11] Це дозволяє значно підвищити продуктивність праці при виконанні тривалих сеансів серійного паяння і є дуже корисним в умовах масового виробництва при виготовленні однотипних з'єднань.[6]
Паяльник з контактним нагрівом
Характерною особливістю такого паяльника є те, що в ньому між нагрівальним елементом та мідним жалом відсутній шар ізоляції, який існує у звичайних паяльників і створює ефект теплового бар'єру, і тому, між ними виникає прямий електричний і тепловий контакт. Нагрів здійснюється безперервно, шляхом пропускання крізь нагрівач і жало сильного струму. При цьому, тепло вільно перетікає до жала без жодних перешкод, що забезпечує паяльнику гарну тепловіддачу і дозволяє розвивати високу потужність. Такі паяльники мають великий розмір і, зазвичай, компонуються у вигляді молотка. Вони призначені для використання в умовах виробництва для організації безперервного процесу паяння масивних деталей.
Джерелом живлення виступає масивний знижуючий трансформатор потужністю 20–30 кВт, який на виході забезпечує напругу 10–36 В. Струм від трансформатора протікає по двом мідним планкам великого перерізу, між якими затискається змінне мідне жало. Форма та розміри жала можуть бути довільними і обираються виходячи з вимог зручності та характеру виконуваних паяльних робіт. На внутрішніх сторонах мідних планок, які вступають у контакт із жалом, наплавлено шар ніхрому, який має збільшений питомий опір і тим самим забезпечує нагрів жала при протіканні струму. Увесь пристрій кріпиться на ручці із теплоізолюючого матеріалу.
Паяльники такої конструкції застосовуються при виготовленні колекторов електричних двигунів, а також для спаювання якірних обмоток із півниками колектора, дротових бандажів та при виконанні інших робіт. Вони мають значно більшу потужність та вищу надійність ніж паяльники із нагрівальними спіралями.[24]
Електродуговий паяльник
В даному типі паяльників джерелом тепла для нагріву жала виступає електрична дуга, яка горить між жалом та вугільним електродом. Вони також інколи називаються плазмовими паяльниками. Їх особливостями є висока потужність (1,5–2 кВт), великий розмір і значні максимальні температури жала, які можуть досягати 900 °C. Розігрів до 500 °C у електродугового паяльника масою 1 кг відбувається за 3 хв. Такі паяльники працюють у режимі періодичного нагріву і, зазвичай, компонуються у вигляді молотка.[30][24][6][14]
Паяльник живиться від потужного трансформатора, однофазним струмом силою 40–45 А, під напругою 35–40 В. Один електричний контакт під'єднується до масивного жала через довгу латунну шпильку; інший, під'єдний через трубку до держака, в якому закріплено у вертикальному положенні вугільний електрод. Жало є змінним, виготовляється з міді і кріпиться у сталевому фіксаторі за допомогою декількох болтів. Для утримання паяльника слугує дерев'яна ручка, в середині якої проведено латунну трубку та шпильку, що забезпечують подачу живлення.
Перед початком роботи із таким паяльником, необхідно запалити в ньому електричну дугу. Для цього треба покласти декілька дрібних шматочків вугілля в заглиблення у мідному жалі, увімкнути живлення і опустити електрод до рівня його дотику із вугіллям. В процесі горіння дуги, вугільний електрод поступово руйнується і його довжина зменшується, тому через кожні 10–15 хвилин роботи, його необхідно просувати вперед на декілька міліметрів. Для захисту очей від шкідливого впливу ультрафіолетових променів необхідно одягати світлозахисні окуляри.[24][30]
Паяльники даного типу застосовуються в умовах виробництва і особливо зручні при пайці бандажів електричних двигунів, оскільки, з огляду на значну масу якіра, для таких операцій потрібне потужне джерело тепла.[24]
Індукційний паяльник
Використовується у складі паяльних станцій спеціального типу. Окремий нагрівальний елемент в його конструкції відсутній як такий. Тепло виділяється безпосередньо на жалі паяльника завдяки високочастотним індукційним струмам, що наводяться на ньому змінним магнітним полем від спеціальної котушки. При цьому, частина жала паяльника виконує роль осердя, навколо якого цю котушку намотано. Живлення котушки здійснюється від потужного генератора на частотах 400–500 кГц.[31]
Вихрові струми розігрівають жало завдяки опору, який створює спеціальне покриття з залізо-нікелевого, феромагнітного сплаву, нанесене на самому жалі. Як тільки його температура досягає точки Кюрі, цей сплав втрачає свої феромагнітні властивості, опір одразу зникає і розігрів поверхні жала припиняється. Після зниження температури нижче порогового рівня, процес повторюється знову. Швидкодія усіх залучених в цей процес фізичних явищ, виявляється дуже високою, що дозволяє чітко витримувати певний рівень температури. Температура жала, в свою чергу, повністю визначається точкою Кюрі феромагнітного сплаву, нанесеного на його кінчик. Кількість тепла, яке отримує зпаюване з'єднання, фактично контролюється через миттєву потужність, що виділяється на жалі, а не через його температуру, як у звичайних термостабілізованих паяльниках.[31]
В результаті, індукційні паяльники мають низку переваг, зокрема:
- Висока стабільність температури. Механізм термостабілізації виявляється дуже простим та надійним, оскільки йому не потрібна система автоматичного регулювання на основі термодатчиків та зворотних зв'язків. Як наслідок, в нього виявляються відсутні деякі небажані побічні ефекти, властиві усім САР: наприклад, перерегулювання та коливання температури. Температура жала підтримується природним шляхом: його матеріал поглинає з магнітного поля лише ту кількість енергії, яка потрібна для досягнення ним температури Кюрі;
- Висока миттєва потужність тепловиділення, яка при цьому ніколи не призводить до перегріву жала. Крім усього іншого, це забезпечує паяльнику дуже швидкий початковий розігрів з моменту вмикання (декілька секунд);
- Відсутність внутрішнього теплового бар'єру між жалом та зоною нагріву. Це покращує тепловіддачу та прискорює перетік тепла до ділянки паяння;
- Зручність використання. Для конструкції такого паяльника значна теплоємність жала не обов'язкова, крім того, в ній відсутній нагрівальний елемент. Це дозволяє зменшити масу та розміри утримуваного у руці паяльного інструменту і зробити його ергономічним;
- Вищий ККД ніж у звичайних електричних паяльників.[31]
Недоліки:
- Неможливість вільно задавати температуру жала. Змінити температуру можна лише перейшовши на нове жало з іншою точкою Кюрі. Кількість жал в комплекті паяльника є обмеженою;
- Відносно низька максимальна температура жала. На холостому ходу вона знаходиться в межах 260–370 °C, в залежності від встановленого жала. Одразу після початку паяння температура різко падає ще на 40–50 °C. Для порівняння, у паяльників із звичайними резистивними нагрівачами максимальна температура жала типово може перевищувати 400 °C;
- Складність пристрою. Для роботи він потребує спеціального генератора, через що його реалізація можлива лише у вигляді масивної паяльної станції;
- Висока вартість, навіть у порівнянні з високоякісними паяльними станціями інших типів.
Технології індукційного нагріву паяльників, як правило, є патентованими та ексклюзивними. Це обмежує коло потенційних виробників та робить подібні пристрої малопоширеними та дорогими.
Ультразвуковий паяльник
Алюміній та його сплави особливо важко паяти або лудити звичайними засобами. Під дією атмосфери їх поверхня швидко окиснюється з утворенням твердої та хімічно стійкої плівки на основі оксиду алюмінію Al2O3. Ця речовина є надзвичайно міцною хімічною сполукою і погано піддається дії флюсів, через свій хімічно нейтральний характер.[17] В результаті, між рідким припоєм та основним металом не виникає адгезії і паяне з'єднання не утворюється. З цих причин, впродовж десятиліть алюміній вважався важкоспаюваним або взагалі неспаюваним металом.[14] В подальшому було розроблено ряд методик паяння алюмінію: попереднє травлення їдкими речовинами, механічне розтирання рідкого припою, створення гальванічних покриттів на ділянках паяння, застосування реактивних флюсів та спеціальних припоїв із високим вмістом цинку або кадмію, тощо. Але кожна з цих методик має недоліки, що обмежує сферу їх застосування.[15][17]
Перші науково-дослідні роботи по використанню ультразвуку для лудіння і паяння алюмінію, та розробки перших зразків паяльників, були виконані у Німеччині в 1938–1940 роках. Було виявлено, що під дією ультразвукових (УЗ) коливань, в рідкому припої виникає явище кавітації, яке спричиняє ерозію оксидної плівки на поверхні алюмінію. При цьому, у розплаві додатково інтенсифікується хімічна активність та утворюються акустичні макро- і мікропотоки, які перемішують розплав і звіюють частинки оксидів, що спливають угору. Поверхня очищується від плівок та забруднень і добре змочується припоєм без застосування при цьому флюсу. Створена технологія ультразвукового (УЗ) паяння не тільки дозволяє ефективно спаювати алюміній та його сплави, але придатна і для з'єднання виробів із нержавіючої сталі, а також кераміки, скла, абразивів, феритів та інших неметалевих матеріалів.[32][33][34][14][11]
Принциповою особливістю УЗ паяльника є наявність в його конструкції генератора високочастотних механічних коливань діапазону 18–60 кГц. Генератор з'єднаний із жалом, яке при виконанні робіт вводиться у розплавлений припій і передає коливання до рідкого середовища, викликаючи у ньому кавітацію. Нагрів припою на ділянці паяння може здійснювати сам УЗ паяльник, якщо в ньому передбачено нагрівальний елемент. У такому разі жало додатково оснащується електричним спіральним нагрівачем. Можуть існувати також моделі спрощеної конструкції, які потребують підведення тепла від зовнішніх засобів нагріву – від звичайного паяльника, газового пальника, електричної плитки, тощо.[35] При роботі, жало УЗ паяльника повинне добре проводити механічні коливання і не амортизувати їх. Крім того, воно постійно піддається дії ерозії від кавітації, так само як і спаювані ним деталі. З цих причин, жало намагаються виготовляти з дуже твердих і пружних матеріалів, стійких до дії кавітації, наприклад, із срібно-нікелевого сплаву або нержавіючої сталі.[8][11]
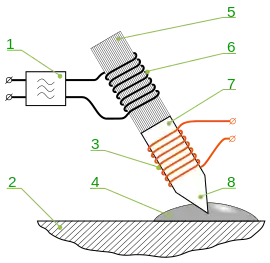
1 - Генератор електричних коливань УЗ частоти;
2 - Спаювана деталь;
3 - Спіральний нагрівальний елемент (не обов'язково);
4 - Розплавлений припій;
5 - Магнітострикційний вібратор, побудований з пакету металічних пластин;
6 - Котушка збудження механічних коливань;
7 - Робочий орган паяльника;
8 - Кінчик жала паяльника.
Основним елементом генератора механічних коливань виступає вібратор магнітострикційного або п'єзоелектричного типу, який живиться від електричного генератора ультразвукової частоти і при роботі здійснює поздовжні поступальні рухи. Усі типи вібраторів виготовляються з матеріалів, чутливих до підвищення температури, які при нагріванні втрачають основні властивості і не можуть ефективно працювати. Тому подібні компоненти мають бути теплоізольовані від розплавленого припою і вимагають застосування засобів охолодження у вигляді радіаторів або систем примусової циркуляції повітря чи води.[35][8][11]
- Магнітострикційні вібратори на основі металевих феромагнітних сплавів мають високу питому щільність потужності, значну механічну міцність і здатні виступати потужними джерелами ультразвуку. Однак, на практиці, діапазон їх робочих частот обмежується проміжком 18–60 кГц. Крім того, вони мають низький ККД за рахунок значних втрат енергії через вихрові струми, що при їх роботі створює сильне тепловиділення і викликає потребу у охолодженні. В подальшому, було розроблено новий тип матеріалів – магнітострикційні ферити, які характеризуються високими значеннями електричного опору, що усуває проблему вихрових струмів і зменшує їх власний нагрів при роботі. В цілому, феритові вібратори мають вищий ККД, меншу вагу і габарити, не потребують охолодження і є значно простішими у виготовленні, оскільки їх можна робити монолітними. З іншого боку, їм властива крихкість і вони мають нижчу питому потужність ніж металеві магнітострикційні вібратори.[34]
- П'єзоелектричні вібратори виготовляються з природних (мінеральних) або штучних (керамічних) монокристалічних п'єзоелектриків – кварцу, сегнетової солі, титанатів барію та кальцію, цирконату титанату свинцю та ін. Вони мають низьку вартість, можуть виготовлятися у довільних формах (сферичні, трубчаті, дискові, тощо), і дозволяють генерувати УЗ коливання дуже високих частот (до 109 Гц). Їх додатковою перевагою є відсутність в них індукційних струмів в процесі роботи, що значно підвищує ККД та усуває потребу у примусовому охолодженні. До недоліків можна віднести гірші механічні якості і високу крихкість, що обмежує їх максимально припустиму амплітуду коливань, а отже і потужність. Разом з тим, широкої популярності набувають пакетні п'єзоелектричні вібратори, які за своїми енергетичними характеристиками наближаються до магнітострикційних і навіть перевершують їх.[34]
В цілому, магнітострикційні вібратори забезпечують вищу потужність УЗ коливань і здатні найкраще зберігати ефективність роботи при температурах паяння, характерних для м'яких припоїв. Однак, максимальна температура їх застосування обмежена точкою Кюрі сплаву і зазвичай не перевищує 400 °C.[8][35] Типово, подібний пристрій являє собою магнітопровід (осердя), виготовлений з нікелю або нікелевого сплаву (Ni-Fe-Co), навколо якого намотано котушку, що живиться змінним струмом на частотах порядку 20–60 кГц.[24][32] Для зменшення втрат на вихрові струми, магнітопровід може формуватися з пакету тонких, взаємно-ізольованих пластин. Генератор коливань УЗ частоти збуджує котушку випромінювача, яка починає наводити на магнітопроводі змінне магнітне поле.[35] Внаслідок явища магнітострикції, магнітопровід змінює свої розміри, і випромінювач починає коливатися із частотою генератора. Найбільша амплітуда коливань спостерігається при виникненні резонансу, за умови збігу частоти генератора та частоти власних коливань випромінювача. Подібний режим роботи є бажаним, і тому усю систему "випромінювач-генератор" вводять у стан автоколивань, додаючи між випромінювачем та генератором зворотний зв'язок. Від вібратора до жала коливання передаються через металеву з'єднувальну колодку, яка забезпечує теплоізоляцію, і при наданні їй відповідної форми, може одночасно відігравати роль механічного перетворювача частоти. Це дозволяє збільшити інтенсивність УЗ коливань жала за рахунок зменшення площі їх розповсюдження.[8][11]
Сила впливу ультразвуку на поверхню спаюваного матеріалу залежить від частоти та потужності випромінення паяльника (в окремих моделей може досягати 20 Вт), від нахилу жала і кута введення коливань (максимум при 90°) та від відстані між жалом та поверхнею виробу (типово становить 0,2–3 мм).[32][33][34] При здійсненні УЗ паяння, основний час витрачається на нагрівання припою, і як тільки припій переходить у рідкий стан, руйнування оксидної плівки відбувається майже миттєво і триває менше 1/20 с. Паяння відбувається лише на ділянці, що знаходиться безпосередньо під жалом паяльника, причому торкатися жалом поверхні виробу не потрібно. При потребі залудити значну площу виробу, паяльник необхідно пересувати по усій поверхні разом із розтопленим припоєм.[33] В цілому, за допомогою УЗ паяльника можна з'єднувати практично будь-які метали, не використовуючи при цьому флюс. Однак, легкоспаювані метали (мідь, срібло та ін.), зазвичай, економічно доцільніше і зручніше паяти звичайними засобами.[11]
Переваги УЗ паяльника:
- Дозволяє з'єднувати матеріали за допомогою м'яких припоїв, паяння яких звичайними засобами вважається важким або взагалі неможливим;
- При застосуванні не потребує флюсу, що спрощує технологію паяння і підвищує її якість. Унеможливлюється виникнення ряду дефектів, пов'язаних із використанням флюсів, таких як холодне паяння, флюсові включення, тощо.[12][14][16] Відпадає потреба у видаленні залишків хімічно активних флюсів з поверхні деталей після завершення паяння.[32]
Недоліки:
- Існує потреба у застосуванні спеціального припою.[32] В його ролі може виступати чисте олово або олов'яно-цинкові сплави, наприклад, марки П200А або П250А, які дають гарні результати в умовах УЗ паяння алюмінію та кераміки.[24][34] Ефективність залежить від присутності у рідкому припої абразивних мікрочастинок, здатних прискорювати процес УЗ ерозії. З цією метою можуть використовуватися порошки феротитану дисперсністю 0,6–1,4 мм, в кількостях 1–7% маси припою. У олов'яно-цинкових сплавах, при температурах нижче ліквідуса, роль абразива відіграють дрібні первинні кристали цинку;[14]
- Теплові характеристики жала можуть бути гіршими ніж у звичайних паяльників, оскільки до нього висуваються інші вимоги. Тому УЗ паяльник із власним нагрівачем не може бути повноцінною заміною звичайного паяльника;
- УЗ лудіння алюмінію є малопродуктивним (повільним) процесом, особливо в умовах складної форми оброблюваних поверхонь. В процесі роботи може виникати потреба періодично здійснювати перерви для охолодження вібратора;[14][34][11]
- При застосуванні УЗ паяльника для спаювання крихких неметалевих матеріалів, в їх поверхневих шарах можуть утворюватися макро- та мікротріщини у разі неправильних дій при пайці, особливо при торканні жалом паяльника їх поверхні;[34]
- Висока складність та вартість пристрою. Сучасні реалізації УЗ паяльників зустрічаються в основному тільки у складі паяльних станцій.[32]
Абразивний паяльник
Поряд з ультразвуковими паяльниками, для паяння алюмінію використовуються паяльники абразивного типу. Вони спеціально призначені для лудіння алюмінію за допомогою м'яких припоїв без потреби у флюсі. При їх застосуванні, міцна оксидна плівка руйнується шляхом ручного механічного впливу на поверхню деталі шляхом її тертя абразивим елементом.
Робочий орган абразивного паяльника являє собою стрижень ("абразивний олівець"), спресований з порошку припою та порошку азбесту. Для утримання стрижня слугує мідна втулка, яка розігрівається спіральним електричним нагрівачем. Втулка і нагрівач ззовні відокремлюються шаром ізоляції і розміщуються у захисному кожуху, до якого кріпиться ручка. Уся конструкція паяльника, як правило, компонується у вигляді молотка.[6]
В процесі лудіння, поверхня алюмінієвої деталі натирається за допомогою стрижня паяльника, у якому азбестовий порошок відіграє роль абразиву.[6] Для подальшого спаювання, залуджені деталі притискаються одна до одної і розігріваються до температури плавлення припою від зовнішнього джерела тепла.
Демонтажний паяльник
.png.webp)
Модель Weller DS40, 40 Вт.
Паяльники цього типу спеціально призначені для застосування в галузі електроніки. Вони дозволяють швидко відпаювати електронні компоненти наскрізного монтажу з отворів друкованих плат, що особливо зручно при здійсненні ремонту. Як правило, паяльник такого типу відрізняється від звичайного лише жалом особливої форми, що має в середині наскрізний канал. До жала, на безпечній відстані від нього, за допомогою довгої металевої трубки під'єднується гумова груша. Це дає змогу оператору за допомогою груші, вручну всмоктувати розтоплений припій і очишувати контакти припаяних деталей.
У порівнянні із більш простими демонтажними засобами (механічною ручною помпою, мідною стрічкою) такий паяльник помітно виграє в зручності та ефективності застосування. Однак, він суттєво поступається своїми характеристиками більш досконалим, професійним засобам ремонту, які входять до складу демонтажних паяльних станцій.
Існують також демонтажні паяльники складнішої конструкції, в яких присутній вбудований електричний компресор. Це дозволяє їм працювати автоматично за командою оператора і при цьому забезпечує більш потужний потік повітря. Зазвичай, вони можуть мати форму пістолета. За своїми робочими характеристиками такі паяльники наближаються до демонтажних засобів із складу паяльних станцій, однак, разом з тим вони є більш важкими та громіздкими.
Термітний паяльник
Особливий, портативний різновид паяльників, який знаходив деяке застосування в середині XX ст. У подібних пристроях, джерелом тепла для нагріву жала виступає хімічна реакція термітної суміші, що відбувається в спеціальній ємності, розміщеній у порожнині в жалі.[22]
Розігрів такого паяльника є періодичним, причому тривалість кожного сеансу пайки не перевищує 8 хвилин. Для початку роботи, в камеру у мідному жалі кладеться спеціальний термітний картридж, після чого паяльник збирається і для запуску хімічної реакції використовується пружинний ударник, розміщений в його ручці. Розігрів жала до робочої температури відбувається за 20 с. Пікова потужність тепловиділення може перевищувати 250 Вт., що дозволяє паяльнику в процесі пайки максимально розігріватися до 460 °C. Кожний картридж загалом містить близько 10 ККал теплової енергії, якої вистачає для підтримки достатньої температури впродовж 6–8 хвилин, залежно від виконуваних робіт. Після надмірного охолодження, при потребі продовжити пайку, картридж має бути замінений.[22]
Термітні паяльники не дають можливостей регулювання потужності нагріву, їх тепловиділяючі картриджі мають доволі високу вартість і малу тривалість роботи. Однак, не зважаючи на недоліки, свого часу вони пропонувалися як резервний інструмент для аварійних ситуацій.[22] В наш час, разом із поширенням портативних газових паяльників, які мають у порівнянні значно кращі характеристики, потреба у термітних паяльниках відпала.
Газовий паяльник

Являє собою сучасне втілення ідеї переносного паяльного пристрою що використовує енергію згоряння палива. Конструктивно складається з резервуару для скрапленого газу, ємністю від 10 до 80 мл (в залежності від моделі), та каталітичного нагрівача, який здійснює нагрів робочого жала не створюючи при цьому полум'я. Потужність тепловиділення вільно регулюється в широкому діапазоні і, загалом, вона відповідає потужності типових електричних паяльників (10–150 Вт).[13] Додатково, газовий паяльник може працювати і у режимі відкритого струменя полум'я, із знятими нагрівачем та жалом. Джерелом газу для його заправки виступають поширені в побуті мініатюрні балони із скрапленим газом (80 мл), зазвичай ізобутаном, ті самі, що використовуються для заправки звичайних запальничок.
Паяльники даного типу відзначаються компактністю та портативністю і можуть бути корисними у випадках відсутності доступу до електричної мережі або у разі її аварійного знеструмлення.[13] Придатні до застосування поза межами приміщень, наприклад, при пайці антен на даху, або при здійсненні екстреного ремонту автомобільного електрообладнання в польових умовах. Деякі паяльники додатково комплектуються змінними жалами різних форм, включаючи ножоподібні жала для гарячого різання пластмас. У порівнянні з безпровідними версіями електричних паяльників, газові мають значно більшу теплову потужність та автономність. Тривалість їх безперервної роботи на одній заправці може досягати 90–180 хв.[13]
Особливості елементів конструкції
Паяльник складається з нагріваємої робочої частини – жала та теплоізольованої ручки. Для нагріву жала може використовуватися електричний нагріваючий елемент, каталітичний нагрівач (як, наприклад, у газових паяльниках) або полум'я (наприклад, від паяльної лампи).
Електричний нагрівальний елемент
Основним компонентом нагрівачів більшості електричних паяльників є дріт, виготовлений із сплаву з високим питомим опором, наприклад, ніхрому або фехралю. При протіканні струму він розігрівається і його тепло передається на робочий орган паяльника – жало. При цьому, дріт повинен бути електрично ізольованим від жала, що змушує застосовувати в конструкції нагрівальних елементів спеціальні жаротривкі діелектрики, такі як азбест, міканіт (штучна слюда), скловолокно, тощо.[24]. Важливий недолік даної конструкції полягає в тому, що в ній електрична ізоляція одночасно виступає у ролі теплової ізоляції, створюючи тим самим перешкоду перетіканню тепла від нагрівача до жала. Це погіршує робочі характеристики паяльника і збільшує ризик перегорання нагрівального елементу, оскільки за подібних умов він завжди працюватиме на підвищеній температурі.[8] Тому до електричної ізоляції додатково висувається вимога забезпечення високої теплопровідності, через що внутрішні шари ізоляційного матеріалу нагрівача намагаються робити якомога тоншими. Крім того, актуальним є застосування спеціальних діелектричних матеріалів з підвищеною теплопровідністю, наприклад керамічної ізоляції.[8]
Потужність тепловиділення нагрівального елементу на заданому рівні напруги, визначається тільки його загальним опором, який в свою чергу залежить не лише від матеріалу дроту, але і від його діаметра та довжини.
Якщо нагрівач розрахований на роботу напряму від електромережі напругою 220 В, то для обмеження потужності, в його конструкції доводиться використовувати дуже тонкий дріт з високим опором. В результаті, такий нагрівач доволі швидко перегорає, оскільки під дією високої температури у контакті із повітрям дріт постійно окиснюється, випаровується і стає більш тонким.[24] Типові спіральні нагрівачі вітчизняних паяльників у середньому розраховані на 2–3 тис. годин роботи, або на 8 років експлуатації за умови їх вмикання по 300 годин на рік.[7] За відгуками користувачів, строк служби дешевих паяльників китайського виробництва в середньому становить близько 1 тис. годин.[36]
З метою підвищення робочого ресурсу, нагрівачі паяльників часто розраховуються на більш низьку робочу напругу – від 10 до 55 В, що вимагає залучення знижуючого трансформатора.[24] Подібний технічний підхід реалізовано у паяльниках, що входять до складу паяльних станцій. Найнижчу робочу напругу нагрівача (менше 1 В) мають імпульсні паяльники, у яких в ролі нагрівального елемента виступає невеликий фрагмент мідного дроту із дуже малим опором. Для роботи йому потрібні особливо великі струми, що складають як мінімум декілька сотень ампер і при цьому цей нагрівач одночасно виконує функцію робочого органу паяння – жала.
В типових електричних паяльниках нагрівальний елемент конструктивно може бути розміщений зовні жала, обгортаючи його довкола, або в середині нього, у вигляді стрижня.[10][6]
Паяльники із зовнішнім розташуванням нагрівача мають просту конструкцію і тому є більш поширеними. Їх нагрівальний елемент, зазвичай, являє собою трубку з міканіту, на стінках якої по всій довжині намотано, у формі спіралі, розжарювальний дріт. При цьому жало паяльника має вигляд суцільного циліндричного стрижня, який вставляється у цю трубку. Спіральні нагрівачі є найдешевшим різновидом нагрівальних елементів електричних паяльників, але в той же час, їх ефективність є обмеженою і вони мають тенденцію до перегорання.[36]
При внутрішньому розміщенні нагрівального елемента, він має вигляд стрижня, який вставляється у порожнину в середині жала паяльника. Така конструкція відзначається більшою ефективністю і забезпечує вищий ККД паяльника, оскільки нагрівач при цьому не контактує із зовнішнім простором і усе своє тепло передає до жала паяльника.[24][36]
Керамічний нагрівач
являє собою більш досконалий різновид нагрівального елементу, особливістю якого є застосування керамічної ізоляції, що значно покращує його робочі характеристики.[8] Сучасні нагрівачі цього типу завжди мають вигляд монолітного стрижня, в середині якого на етапі виготовлення запікаються струмопровідні тепловиділяючі провідники, а також може бути внесено внутрішній термодатчик.[36] Паяльники з керамічними нагрівачами в основному використовуються у складі високоякісних паяльних станцій.
Переваги керамічних нагрівачів у порівнянні із звичайними, спіральними:
- Тепловиділяючі провідники не мають контакту із повітрям, що при роботі паяльника запобігає їх окисненню і дає змогу покращити ряд характеристик;
- Здатність розвивати більшу потужність нагріву та можливість досягати вищої максимальної температури;[36]
- Значно довший термін служби.
Недоліки:
- Складність виготовлення і підвищена вартість. На сучасному етапі, основними виробниками керамічних нагрівачів для паяльників виступають японські компанії (Hakko Corporation та ін.);
- Висока крихкість керамічного стрижня. За відгуками користувачів, на практиці, при необережному поводженні з паяльником, або у випадку його падіння, нагрівач легко розколюється;[36]
- Низька стійкість до різких перепадів температур. При виникненні на поверхні нагрівача нерівномірного нагріву, або при неправильному його охолодженні, він може тріснути і вийти з ладу.[36]
Робочий орган паяльника
Основним робочим органом паяльників усіх типів є "жало" яке виконує функцію зберігання та передачі тепла від нагрівального елемента до локальної ділянки паяння. Його найважливішими характеристиками є теплоємність, яка у значній мірі зумовлює стабільність температури жала в процесі паяння, та теплопровідність, яка визначає швидкість перенесення тепла до місця паяння. Теплоємність та теплопровідність повинні бути якомога вищими і вони залежать не тільки від матеріалу жала, але і від його маси та розмірів. Варто зазначити, що лише циліндрічна форма жала забезпечує йому найкраще збереження акумульованого тепла. Це пояснюється тим, що тіла із круговим перерізом мають мінімальну площу поверхні, що в даному випадку уповільнює процеси природного охолодження жала. Крім того, жало повинно мати високу стійкість до тих умов, в яких йому доводиться працювати і не піддаватися сильній ерозії від тривалого контакту із рідким припоєм та повітрям.[11][14]
Форма кінчика жала залежить від виконуваних паяльником робіт та від вигляду з'єднуваних деталей. Для спаювання листових матеріалів найбільш прийнятними є жала у формі трикутної призми, або циліндричні жала із широким та плоским кінцем. В галузі електроніки використовуються в основному тонкі, звужені жала конічної форми. Деякі багатофункціональні жала можуть мати також і викривлену форму.
Мідне жало
Мідь характеризується дуже високою теплопровідністю, значною питомою об'ємною теплоємністю і відносно низькою вартістю. Це робить її найбільш оптимальним та найчастіше використовуваним матеріалом для виготовлення жал.[11]
Разом з тим, міді властиві важливі недоліки, які суттєво ускладнюють застосування паяльників:
- При нагріванні, мідні жала мають схильність до окиснення. В наслідок цього, при роботі, на їх поверхні швидко утворюється нагар, який забруднює припій, істотно погіршує теплопередачу жала та заважає його змочуванню рідким припоєм, що значно ускладнює увесь процес паяння. Для зняття товстих шарів нагару доводиться використовувати абразивний інструмент або їдкі речовини. Фактично, єдиним методом захисту мідного жала від окиснення є його лудіння (див. залудження жала паяльника). При цьому, на поверхні жала утворюється суцільний шар припою, який захищає його від контакту із повітрям. Однак, сам рідкий припій також поступово окиснюється, і тому цей захисний шар потрібно при роботі регулярно оновлювати.[11][8][14]
- Мідні жала піддаються дії хімічної ерозії від контакту із рідким припоєм. Олово, що входить до складу більшості м'яких припійних сплавів, перебуваючи у рідкому стані, дуже активно розчиняє в собі мідь, із якою вступає у контакт. В результаті, припій постійно забруднюється домішками, а мідні жала паяльників поступово розчиняються, що супроводжується руйнуванням їх поверхні та утворенням на ній раковин. Через це мідні жала ніколи не зберігають своєї форми впродовж тривалого часу і їх постійно доводиться приводити до ладу за допомогою напилку.[11][8] Разом із переходом галузі електронного виробництва до застосування безсвинцевих припоїв, які у більшості випадків мають підвищену концентрацію олова та збільшену температуру плавлення, ця проблема суттєво зростає.
Внаслідок періодичних зачисток та запилювань, довжина жала поступово зменшується, що змінює теплові характеристики паяльника. Це може викликати його недогрів, що ускладнює пайку, або перегрів, при якому припій не утримується на жалі, нагрівальні елементи перегорають і паяльник виходить з ладу.[8] Зношене мідне жало потребує своєчасної заміни.
Запропоновано багато шляхів подовження терміну служби мідних жал:
- Виготовлення жала з особливо чистої речовини. Мідь не повинна містити домішок (особливо водню) і мати чистоту 99,9% і вище, що значно скорочує швидкість її руйнування.[8][14]
- Застосування спеціальних припоїв. Рідкі олов'яні сплави, леговані міддю у концентраціях близько 1,5%, розчиняють тверду мідь значно повільніше, що ефективно стримує хімічну ерозію жала.[14]
- Наклеп жала також зменшує інтенсивність розчинення міді в припої. Тому, для збільшення строку служби, мідний стрижень може бути прокований із одночасним наданням йому потрібної форми. Після цього, обслуговування жала зведеться лише до періодичного очищення його від нагару.[8]
- Виготовлення жала із спеціально легованої міді. Найнижчу швидкість розчинення у рідкому припої ПОС-61[info 3] має мідь, в яку одночасно внесено домішки цирконію, хрому та олова (Cu99,11Cr0,15Zr0,2Sn0,54). Такий сплав інтенсивно розчиняється лише впродовж перших двох годин витримки, після чого на його поверхні утворюються інтерметаліди Cu3Sn та Cu6Sn5, які уповільнюють цей процес.[14]
Незгораєме жало
У зв'язку із наявними у мідних жал недоліками, з'явилася значна кількість патентів, в яких пропонуються шляхи підвищення стійкості жал паяльників.[14]
Одним з підходів є повна відмова від застосування чистої міді. Замість неї пропонується використання малоокислюваних бронз, м'якого заліза, нікелю та інших матеріалів із високою стійкістю до хімічної ерозії у рідкому припої. Однак, у більшості випадків, теплові характеристики таких жал виявляються значно гіршими, що уповільнює процес паяння.[11][14]
Оптимальним варіантом виявилося створення на мідних жалах спеціальних оболонок, які здатні стримувати їх окиснення та розчинення. Захисним матеріалом може виступати залізо, нікель, нержавіюча сталь, навіть були запропоновані покриття із золота та срібла, які при своїй високій вартості, однак, показали низьку надійність.[11][14]
У сучасних високоякісних паяльниках незгораємі жала використовуються дуже широко. Вони виготовляються змінними, і мають великий асортимент розмірів та форм, що дає змогу оптимально підбирати конфігурацію жала у відповідності до виконуваних робіт. В цілому, незгораємі жала є більш зручними у застосуванні, легше облужуються, однак, потребують обережного поводження, оскільки при неправильних діях їх захисне покриття може бути пошкоджено. Необхідно враховувати, що незгораємі жала не можна чистити за допомогою абразивного інструменту, при чому, у дешевших моделей жал, товщина захисного покриття є дуже малою.[36]
Залудження жала паяльника

Перед початком лудіння, мідний стрижень паяльника повинен бути охолодженим. Необхідно переконатися в тому, що його робоче жало є рівним та чистим, а на поверхні відсутні сліди окислів і вона має характерний для зачищеної міді блиск. У разі потреби, поверхню жала необхідно відповідним чином підготувати за допомогою напилка та наждачного паперу. Нові паяльники рекомендується залуджувати одразу при першому застосуванні.[11][8]
Після цього, паяльник вмикається, і як тільки він розігріється до температури плавлення каніфольного флюсу (125 °C), його жало необхідно одразу вкрити шаром рідкої каніфолі. Це необхідно для очищення поверхні жала від тонких шарів окислу[info 1] та для запобігання контакту цієї поверхні із повітрям і протидії її окисненню. Якщо цього не зробити, то при подальшому нагріванні жала до температури плавлення припою, на зачищеній області жала одразу утвориться темно-синій шар окислу міді (див. кольори побіглості), який неможливо видалити за допомогою каніфольного флюсу і тому, подальше лудіння стане неможливим. В такому разі, паяльник потрібно вимкнути і охолодити, а жало знову зачистити. Таким чином, перегрівати до підвищених температур зачищене жало, до нанесення на нього каніфолі – не припустимо.[8][11]
Після нанесення каніфолі, паяльник продовжує поступово розігріватися. При цьому, каніфоль постійно згорає і частково стікає, тому її шар необхідно регулярно оновлювати. При досягненні жалом температури плавлення припійного сплаву (180–200 °C), жало притискається до прутку або шматочку припою і рівномірно вкривається тонким шаром рідкого припою. Якщо з одного разу усю робочу поверхню жала залудити не вдалося, вона має бути знову очищена від окислів шляхом нанесення каніфолі.[8]
Примітки
- Температура найвищої хімічної активності каніфольного флюсу становить 150°C.
(Апухтін (1957). Технология пайки монтажных соединений в приборостроении. с. 61–79.) - англ. American Electrical Heater Company
- Припій олов'яно-свинцевий 61%/39% (Sn61Pb39)
- Паяльник // Словник української мови : у 20 т. — К. : Наукова думка, 2010—2020.
- Ганіткевич, Марія. Російсько-український словник з інженерних технологій: Понад 40 000 термінів. 2-е вид. / Марія Ганіткевич, Богдан Кінаш. – Львів: Видавництво Львівської політехніки, 2013. – 1024 с.
- Шелудько, Садовський (1928). Словник технічної термінології. Київ: Державне видавництво України.
- Остапенко, Н.Н.; Кирилов, Н.П.; Данилевський, В.В. (1961). Общая технология металлов [Загальна технологія металів] (російською). Москва: Профтехиздат. с. 222–223.
- Soldering History [Історія паяння]. www.ersa.com (англійською). ERSA GmbH. Процитовано 28 вересня 2013.
- Лоцманов, С.Н.; Петрунін, І.Є.; Фролов, В.П. (1975). Справочник по пайке [Довідник з паяння] (російською). Москва: Машиностроение. с. 189–193.
- ГОСТ 7219-83. Электропаяльники бытовые. Общие технические условия. [Електропаяльники побутові. Загальні технічні умови.] (російською). Москва: Издательство стандартов. 1991.
- Апухтін, Генадій Ілліч (1957). Технология пайки монтажных соединений в приборостроении [Технологія паяння монтажних з'єднань в приладобудуванні] (російською). Москва: Государственное энергетическое издательство. с. 61–79.
- Вещи, абсолютно необходимые для пайки [Речі, абсолютно необхідні для паяння]. Электроника для начинающих (російською). Процитовано 27 вересня 2013.
- Петрунін І.Є. (2003). Справочник по пайке [Довідник з паяння] (російською). Москва: Машиностроение. с. 219–221. ISBN 5-217-03167-0.
- Говард Г. Манко (1968). Пайка и припои. Материалы, конструкции, технология и методы рассчёта [Паяння та припої. Матеріали, конструкції, технологія та методи розрахунку] (російською). Москва: Машиностроение. с. 212–252.
- Фролов, В. (1975). Паяльник. Большая Советская Энциклопедия (російською) 19 (вид. 3). Советская энциклопедия.
- Новоселов, Віктор. Электрический паяльник инженера Сакса. История и современность. [Електричний паяльник інженера Сакса. Історія і сучасність.]. www.kit-e.ru. "Компоненти і технології" №3 (російською). Процитовано 28 вересня 2013.
- Лашко, С.В.; Лашко, Н.Ф. (1988). Пайка металлов [Паяння металів] (російською) (вид. 4). Москва: Машиностроение. ISBN 5-217-00268-9.
- Мартенс, Л.К., ред. (1932). Припои и паяние [Припої та паяння]. Техническая энциклопедия (російською) 17. Москва: ОГИЗ РСФСР. с. 690–707.
- Медведєв А.М. (2007). Сборка и монтаж электронных устройств [Збірка та монтаж електронних пристроїв]. Мир электроники (російською). Москва: Техносфера. с. 71–72. ISBN 978-5-94836-131-4.
- Хренов, К.К. (1952). Сварка, резка и пайка металлов [Зварювання, різання та паяння металів] (російською). Киев, Москва: МАШГИЗ.
- Lesson 1 – Solder & Flux [Основи паяння в електроніці. Урок 1 – Припій та флюс]. YouTube. Basic Soldering for Electronics (англійською). PACE inc. Процитовано 27 вересня 2013.
- Єфремов, Олексій. Ручная пайка: рекомендации по выбору и применению трубчатых припоев [Ручне паяння: рекомендації з вибору та застосування трубчатих припоїв]. www.tech-e.ru. "Технологии в электронной промышленности" №2 (російською). Процитовано 27 вересня 2013.
- Lesson 6 – Component Soldering [Основи паяння в електроніці. Урок 6 – Паяння компонентів]. YouTube. Basic Soldering for Electronics (англійською). PACE inc. Процитовано 27 вересня 2013.
- Пешков, А.М. Паяльник. www.russika.ru (російською). Энциклопедический фонд России. Процитовано 27 вересня 2013.
- Джонсон, Стів. Flame Heated Soldering Irons [Паяльники, що нагріваються полум'ям]. www.stevenjohnson.com (англійською). Steve's Antique Technology. Процитовано 28 вересня 2013.
- Джонсон, Стів. Brief History of the Soldering Iron and Soldering Gun [Коротка історія паяльників та паяльних пістолетів]. www.stevenjohnson.com (англійською). Steve's Antique Technology. Процитовано 28 вересня 2013.
- Віноградов Н.В. (1970). Производство электрических машин [Виробництво електричних машин] (російською). Москва: Энергия. с. 244–246.
- Лакетт, Хаберт (травень 1963). Have Gun Will Solder [Маємо пістолет – будемо паяти]. Popular Science Magazine (англійською) 182 (5): 163–165, 191. ISSN 0161-7370.
- Патент США US 2405866. Веллер, Карл Е., "Електричний нагрівальний апарат" , подано заявку: 14 липня 1941, виданий: серпень 1946.
- Паяльник импульсный «STING» нового поколения [Паяльник імпульсний «STING» нового покоління]. www.sting.com.ua (російською). ООО «Внедренческая фирма «РЭТА». 2009. Процитовано 27 вересня 2013.
- Патент США US2228571 A. Френк Кун, Томас Лоуренс, "Терморегулююча підставка для електронагрівальних інструментів" , подано заявку: 10 квітня 1939, виданий: 14 січня 1941.
- AP130-A Solder Feed Iron [Паяльник з подачею припою AP130-A]. www.jbctools.com (англійською). JBC. Процитовано 27 вересня 2013.
- С. Молотков. Плазменный паяльник [Плазмовий паяльник]. Энциклопедия Технологий и Методик (російською). Процитовано 27 вересня 2013.
- Колесов, Дмитро. Паяльники с индукционным нагревом: смена поколений [Паяльники з індукційним нагрівом: зміна поколінь]. www.kit-e.ru. "Компоненти і технології" №6 (російською). Процитовано 27 вересня 2013.
- USS-9200 ультразвуковая паяльная система [USS-9200 ультразвукова паяльна система]. www.argus-x.ru (російською). компанія ARGUS X. Процитовано 27 вересня 2013.
- Технология ультразвуковой пайки [Технологія ультразвукового паяння]. www.paika-metallov.ru (російською). Пайка металлов. Процитовано 27 вересня 2013.
- Клубович, Володимир Володимирович; Тявловський, Михайло Домінікович; Ланін, Володимир Леонідович (1985). Ультразвуковая пайка в радио- и приборостроении [Ультразвукове паяння в радіо- та приладобудуванні] (російською). Минск: Наука и техника.
- Ультразвуковые паяльники [Ультразвукові паяльники]. www.paika-metallov.ru (російською). Пайка металлов. Процитовано 27 вересня 2013.
- DI HALT (19 березня 2011). Трактат о паяльниках [Трактат про паяльники]. Easy Electronics електроніка для усіх (російською). Процитовано 27 вересня 2013.
Посилання
- Паяльник // Термінологічний словник-довідник з будівництва та архітектури / Р. А. Шмиг, В. М. Боярчук, І. М. Добрянський, В. М. Барабаш ; за заг. ред. Р. А. Шмига. — Львів, 2010. — С. 147. — ISBN 978-966-7407-83-4.
- Lesson 1 – Solder & Flux [Основи паяння в електроніці. Урок 1 – Припій та флюс]. YouTube. Basic Soldering for Electronics (англійською). PACE inc. Процитовано 27 вересня 2013.
- Lesson 6 – Component Soldering [Основи паяння в електроніці. Урок 6 – Паяння компонентів]. YouTube. Basic Soldering for Electronics (англійською). PACE inc. Процитовано 27 вересня 2013.
- Учимся паять [Вчимося паяти. Відеоурок.]. YouTube (російською). Паяльник П. Процитовано 27 вересня 2013.